Каждый профессионал, имеющий дело с режущим инструментом, будь то мясник, плотник, токарь или ювелир, при заточке всегда соблюдает закон: угол заточки зависит от материала, который будут резать. Материал, из которого сделан резец, никакого отношения к этому углу не имеет, просто два резца из разных металлов будут отличаться износоустойчивостью при одном и том же угле заточки и том же обрабатываемом материале.
Все углы заточки определены еще в XIX веке. Волосы мы будем брить с углом заточки 8º-12º, независимо от марки бритвы: «Sollingen», или «Tpyд Baчa». Кожу резать – угол 15º-18º, сделан ли наш косяк из пилы Р9, или откован из рессоры, неважно. Ювелир, для обработки стали, свой штихель заточит под угол 85º-90º, будь то «Fish» made in Swiss, или самоделка с Дмитровского рынка. Я начал с этой прописной азбучной истины, потому, что у дилетантов, видящих нож второй раз в жизни, мнение совершенно противоположное: все зависит только от материала, из которого этот нож сделан. Ну, а поскольку незнание законов ответственности не снимает, то в результате – разочарования и обиды на всю оставшуюся жизнь. Я с этим сталкиваюсь ежедневно, поэтому опишу два типичных случая махрового невежества.
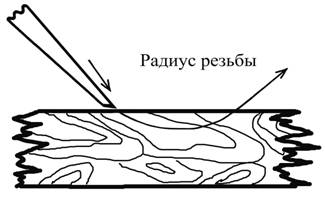
Случай первый. Короткое предисловие: стамески для резьбы по дереву имеют твердость 52 ед.-59 ед. HRC, угол заточки 23º-30º. Угол заточки зависит опять же от породы дерева: маленький – для мягких пород (липа, тополь, осина), большой – для твердых (дуб, самшит и несть им числа). Идеально закаленная сталь при угле заточки меньше 18º начинает заворачиваться (загибаться), если сталь крошится – это брак. Стамеска обязательно имеет «плечо», т.е. фаску, которая обуславливает определенный радиус резьбы: заход в массив дерева и выход из него. Если нужно увеличить этот радиус, то меняют толщину стамески, но не угол заточки.
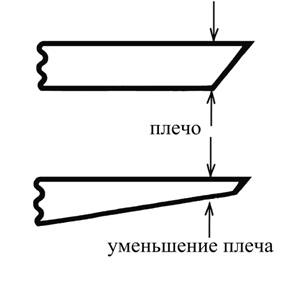
Это было предисловие. А теперь типичный случай. Покупают набор стамесок и возвращают с претензией: стамески не режут и гнутся. Смотрю: все резцы переточены, плеча нет, угол заточки 5º-8º т.е вид у стамески такой:

Резать она не может принципиально, т.к. не имеет плеча, а отсюда и радиуса поворота – идет по прямой. Никакие объяснения не принимаются, поскольку невежество агрессивно и всегда считает себя правым.
Случай второй. Претензии к булатному ножу: стекло не режет, а гвоздь не рубит. Причина та же: нож переточен – кромка 0,1 мм, угол заточки 20º. Такой нож, из чего бы ни был сделан, может резать только кожу. Объясняю на примере зубила. Делают его из стали У7-У8, угол заточки 45º-60º, ширина плеч 10-12 мм, твердость 52-58 ед.HRC. При этих параметрах зубило рубит железо не тупясь (пока не столкнется с закаленной сталью). Главное здесь – ширина плеч.
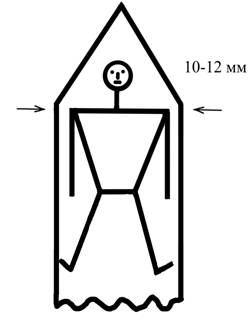
Не обязательно изучать сопромат, чтобы понять, что давление перераспределяется равномерно на всю площадь, металл испытывает небольшую нагрузку на 1м м² и не деформируется. Возьмите это же зубило, сточите до толщины 0,1 мм и попробуйте рубить гвозди – гвоздь будет вминаться на весь свой диаметр, значит, если вы хотите, чтобы нож перерубал гвоздь, то заточите его 45º -60º, и создайте толщину кромки 1-2 мм. Тогда он будет рубить гвозди, независимо из чего этот нож сделан: из стали У8, Х12ФМ, или булата, здесь я опровергаю устойчивое мнение: «и раз это булат, то он должен…»
Булат никому и ничего не должен, это сталь, которая подчиняется всем законам металловедения, ну и как он будет рубить гвозди при маленьком угле заточки и узких плечах?! Преимущество булата перед сталью в том, что при угле заточки в 60º — он бреет. Я в своей практике чуть не отрезал первую фалангу на указательном пальце, проведя по обуху с углом в 90º. Режут торчащие во все стороны карбиды. Размеры у них вполне ощутимые: это веретено, толщиной 3-5 µ и длиной 10-15µ. Отсюда вывод: при желании булатное лезвие можно легко загубить заточкой: нужно создать узкие плечи, маленький угол, обработать мягкими водяными камнями, потом протянуть кромку вдоль медного прутка или бруска твердого дерева и вырвать все карбиды. На кромке образуется полоса блестящей, полированной матрицы с твердостью 45 ед. После этого можно смело соревноваться с ножом, сделанным из алюминиевой ложки – булат проиграет. Соблюдать определенные законы заточки стали и булата не сложнее, чем бензин заливать в бензиновый двигатель, а солярку – в дизель. Хотя можно встать в позу, как суровый сибирский мужик, который затолкал рельс в пилораму, а потом качал укоризненно головой и приговаривал: «Ну, что ж ты подвела – заграничная штучка!».
Булат легко точится мягким камнем, придорожным песчаником, или голенищем валенка, удлинение времени заточки не дает ничего, кромка не становится острее – она просто стачивается. При таком способе заточки у булата стачивается матрица, начинают торчать карбиды и он режет.
Заточка алмазными брусками, или камнями Arkansas более долгая, приходится точить карбиды, твердость которых 70-80 ед. HRC, но эта заточка более долгоиграющая, может хватить на три сезона.
Рабочая кромка булата может иметь две поверхности:

Поэтому, если вы хотите получить максимум рабочих свойств булатного клинка – придется попотеть. Угол заточки: 30º-45º, ширина плеч (толщина кромки) 0,5 мм-1мм, заточка – твердыми камнями.
Получится универсальное лезвие – и рубит, и режет.
Если брать идеальное лезвие из булата и стали, то различие небольшое. Сталь может рубить и резать дольше булата, а булат легче точится и легче режет. У булата твердость матрицы 23-45 ед. HRC, твердость карбидов 70-90 ед., но его легко заточить даже надфилем. У стали линейная зависимость, чем тверже, тем лучше режет. Поэтому хороша сталь с твердостью 61-64 ед.HRC. Но эта сталь с трудом точится в полевых условиях. В общем – то, вывод стандартный – прошла тысяча лет и преимущества булата над бронзой так и остались высокие, но по сравнению с современной сталью нивелируются.
Виктор Кузнецов
https://kuznec.com/zat_bul_stal.html

