

1
Новости:
Ножи технология изготовления и материалы.
Интересные статьи на нашем сайте:
https://klinokua.ru/
Регистрация на форуме закрыта из-за спамеров.
 Просмотр сообщений
Просмотр сообщений
В этом разделе можно просмотреть все сообщения, сделанные этим пользователем.
Страницы: [1] 2
2
Ножи / Закалка ножей
« : 04. 10. 2016, 22:24:42 »
Закалка – кульминация всей работы кузнеца.
Издавна закалка была окутана покровом таинственности, и существует множество легенд, перечислить которые просто не хватит времени и бумаги. Закаливали мечи и кинжалы в моче рыжего трехлетнего ребенка и в моче козы, которая неделю голодала, а потом три дня ела только лопухи.
Закаливали, протыкая тело жирного раба, поэтически описывая при этом цвет раскаленного меча: «Цвета солнца, когда оно на треть поднимется над краем пустыни». Закаливали в родниковой воде, при этом для темноты закрывали двери в кузнице, выгоняли посторонних и заодно рубили руки не в меру любопытным подмастерьям, пытающимся раньше времени узнать температуру этой воды.
Нам тоже нужно закаливать, нужен отличный результат, но нет времени повторять все эти опыты, да и дорого купить раба и откормить его – сам по миру пойдешь.
Как-то так сложилось, что традиционно закалкой пытаются достичь максимальной твёрдости при жалких остатках прочности. Но ведь у ножа важна режущая стойкость лезвия, а этот параметр напрямую связан с прочностью кромки и в гораздо меньшей степени зависит от твёрдости. Сильно закалённый нож выкрашивается по кромке и от этого быстро тупится.
Получается абсурд: добиваются твёрдости в ущерб режущим качествам, хотя стойкость лезвия – это величина практическая, а супертвердостью можно только абстрактно похвалиться: «У тебя нож в 58ед.?! А у меня в 72ед.!!!», совсем упуская из вида, что этот супертвёрдый точится только алмазными брусками и делать это приходится в 4 раза чаще.
Для начала уясним, что нож работает в совершенно других условиях, нежели зубило или нож электрорубанка, даже саблю нельзя сравнивать в работе с ножом. У неё большая масса и скорость, поэтому структура кромки лезвия у неё может быть грубее и тверже для лучшей работы. Сравнивать саблю и нож – это всё равно, что сравнивать две пилы: одна для лесоповала – с крупными зубьями, а вторая для тонких столярных работ.
Рабочий нож должен быть тонким и прочным. При разделке туши вы можете уронить нож на булыжник и тут же наступить на него - такое испытание нож должен выдержать. Поэтому, при закалке приоритет отдаётся прочности а не твердости. Я утверждаю, что нормально закален тот нож, который в тисках можно согнуть от 45° до 90° от вертикали.
Очень сильно закаленный нож ломается при отклонении до 45° от вертикали. Так можно калить большой и толстый в обухе нож, прочность будет достигаться толщиной. Недопустимо, чтобы нож ломался при отклонениях меньше, чем 45° от вертикали – это явный перекал и такому изделию место на ковре, как украшению, а в работе он подведёт хозяина: лезвие будет выкрашиваться, кончик ножа обламываться.
Невозможно закалить идеально одну вещь (даже, если вам сказали марку стали, переврав за давностью лет). Технологический справочник – не помощник, в нем дана закалка не стали, а изделия. Т.е. подшипник калится на твёрдость, рессора – на упругость, клапан – жаропрочность. Нож тоже калится как изделие, т.е. нож может иметь зонную, или поверхностную закалку, но не равномерную.
Всё это было предисловие, а практика закаливания такова. Надо сделать несколько пластинок из того металла, что вы намерены калить. Первую пластинку греем неравномерно от max до min t° и калим в воде, чтобы легче ломалась. Неравномерность нагрева зависит от марки стали, которую надо определить пробой на искру, анализом.
Диапазон температур таков:
Низкоуглеродистые стали: от 727° до 950°
Высокоуглеродистые стали: от 680° до 850°
Легированные стали: от 850° до 1150°
Мой учитель все сведения о закалке выдал одной фразой: «Есть сталь и полусталок, сталь калить в масле, полусталок в воде, а железо и чугун – не калятся»
Итак, первую полоску от max до min по длине, закаливаем в воде и ломаем в тисках, ищем на изломе нужное нам по размеру зерно. Излом не должен быть крупнозернистым, но и не гладким (парафиновым), отсутствие зерна - это плохие режущие свойства.
Если переломить крупный напильник, то по периметру у него будет гладкий излом, а в центре – примерно такое зерно, какое нужно. Чаще проверяйте готовые изделия на рез и вскоре будете знать, какое зерно лучше работает. Итак, нужная температура найдена. Теперь на второй полоске проверяем свой глазомер: нагреваем кончик до нужной температуры, закаливаем и ломаем, зерно должно быть одинаковое.
Теперь нужно подобрать закалочную среду. В XIX веке на любом заводе использовали до 12-ти закалочных сред: от спокойного воздуха до медных барабанов со ртутью или азотом. Нам такая роскошь не по карману, увы! Я обхожусь половиной: спокойный воздух, воздушная струя, масло +20°, масло +90°, масло +200°, вода + 25°.
Закалочные среды отличаются только скоростью охлаждения. Можно составить таблицу: Спокойный воздух - 50° в сек.
Вентилятор или всадник на лошади - 70°в сек.
Масло комнатной температуры - 150° в сек.
Масло при температуре в 200° - 300° в сек.
Вода +27° - 450° в сек.
Ледяная вода - 600° в сек.
Если закалка в воде не противоречит здравому смыслу - чем холоднее, тем сильнее, то закалка в масле вначале смущает незрелые умы. А всё просто - с ростом температуры масло менее вязкое и быстрее охлаждает.
Если это даёт нужное зерно и прочность, то закалка в дымящемся масле - одна из лучших. Нагрев изделия, потом в масло t-200°, выдержка от 15 мин до 2 часов, потом в воду - сразу и закалка и отпуск. Такая же закалка в жидком свинце, но более жесткая.
Возможно чередование сред, возможна двойная закалка, а также зонная – это всё. Любой борец скажет, что лучше знать три приёма хорошо, нежели триста – плохо. Продолжаем свои исследования. Берём пластинку, греем её до той t°, которую уже определили, последовательно закаливаем в разных средах до той степени прочности, чтобы она ломалась в тисках при отклонении в 30° от вертикали, и отпуском добиваемся того, чтобы пластинка сломалась при 45°. Вот и вся методика. Мы получили максимум прочности, при максимуме режущих свойств.
Твёрдость зависит от стали. Попытки выжать твёрдость из любой стали - приводят к потере прочности и режущих свойств. Если вы закалили две стали правильно, (с приоритетом прочности), например: Х12ФМ и У- 8А, то Х12ФМ будет иметь 60-61 единиц HRC, а У-8А - 56-58 единиц. Правда У-8А будет резать в четыре раза дольше, но зато Х12ФМ режет даже после вскрытия банки консерв – вот и выбирайте. Кстати, я не сказал, что эти две стали закаливать надо одинаково, нет – все условия разные, но одинаков результат: они имеют одинаковое зерно и ломаются в тисках при 45°.
Несколько общих слов: перед закалкой клинок отжечь - меньше крутить будет и меньше трещин. Нагрев делать медленно, не выше нужной температуры – это дает равномерность прогрева без ненужного роста зёрен. Нагрев под отпуск лучше долгий. Хорошо, если есть муфельная печь с регулировкой. Если, к примеру, сталь продержать нагретой при 190° около двух часов, то она будет вдвое прочнее, чем та, которую вы нагревали в горне 10 мин. до золотистого цвета (190°). Охлаждение после нагрева при отпуске обычно делается в той же среде, что и закаливание, хотя это правило не всегда соблюдается, лучше поэкспериментировать на той же пластинке.
Нагрев под закалку старайтесь сделать как можно равномернее, иначе получите трещины поперёк лезвия, а отпуск можно делать неравномерный. Можно обух трижды нагреть до фиолетового (285°), в то время, как остриё только однажды нагреется до жёлтого цвета – это легко делается в горне.
Такая закалка даёт более стабильные результаты, нежели опыты с обмазкой. Надо всегда помнить о прокаливаемости (глубине закалённого слоя). В воде - этот показатель равен 1 мм в сек, а в масле - вдвое меньше.
Если нужно закалить двулезвийный клинок (обоюдоострый, как в народе говорят), и уже найдена температура и среда, например, вода, то вы греете очень ровно без пятен, до нужной температуры, опускаете в воду на две секунды, а потом переносите в масло. Кромки с толщиной в два миллиметра прокалились насквозь, а сердцевина осталась упругой. Отпуск делается равномерным. На двулезвийном клинке очень трудно нагреть середину до высокой температуры, не перегревая кромки. Но если всё же нужен неравномерный отпуск, то середину клинка прогреваем прутком диаметром 10 мм, нагретым до тысячи градусов. Если требуется невысокий отпуск (до 190°), то пользуются кипящей водой, стеарином, канифолью. В воде клинок можно кипятить пару часов, потом окунуть в ледяную воду – это и будет низкий отпуск. Кусочек канифоли (свечи) кладут на клинок и греют в пламени, как только расплавится, температура достигнута (130°-150°).
Если вдруг нужна большая твёрдость, то она достигается понижением температуры нагрева (уменьшение зерна) и резким понижением температуры среды. Обычно всё делают наоборот: сильно греют, получают крупное зерно и клинок рассыпается.
Сначала находим при какой температуре данная сталь дает «парафиновый» излом, и закаливаем в максимально холодной среде: соль + снег + вода приблизительно даёт -4°; ацетон + сухой лед приблизительно даёт -70°. Закаливать 2 сек, перенос в воду, отпуск по обушку. Кромку не делать тоньше 0,5мм, угол заточки 45°. Такой нож легко вскрывает консервную банку, надрубает все ножи соседей по нарам в зимовье, после этого даже бумагу режет. Но кроме этого ничего не режет: скользит по салу (на столе) и по шкуре лося – тоже. Но иногда и такое изделие полезно иметь при себе. Если вы закаливаете стамеску, или саблю, то ищите температуру, которая даёт парафиновый излом. Это max твердости при min прочности. Так называемая точка «В» Чернова. В каждой она своя, но в основном это переход от красного цвета – к алому. Т.е. от тусклого цвета – к светящемуся. В стамеске прочность достигается толщиной, частичной закалкой (только кромка); в длинномере – тоже частичной закалкой: обмазка на японский манер, или неглубокая прокаливаемость (уголь, песок, сургуч). Отпуск при такой закалке подбирается очень тщательно.
Лезвие опускают в жидкость вертикально, иногда остриём вниз - это более жесткая закалка, остриём вверх - эта помягче, и держат неподвижно. Если будете дергать лезвием, то охлаждение будет неравномерным - лезвие поведёт и закрутит в поросячий хвост, могут появиться трещины. Хотите стабильных результатов, держите лезвие неподвижно, давая потоку жидкости забирать тепло. Допустимо движение лезвия в воздухе и в твёрдых средах: сургуч, мокрый песок, мокрый древесный уголь, ну, и жирного раба протыкали трижды. Мокрый песок и уголь уменьшают прокаливаемость. Если песок и уголь смочены водой, то получите закалку на глубину в 1,5-2мм, а внутри останется сталь закаленная на упругость.
Так что потренируйтесь, сделайте 4 клинка из одной стали, а параметры определите заранее, т.е. поставьте цели и выполните их. Этот опыт десятикратно сэкономит время в дальнейшей работе.
Наиболее полно термообработка стали освещена в учебнике «Металловедение», А.П.Гуляев. стр.285-311 и стр.369-508.
При закалке изделий из одной стали в одной среде режущие свойства этих изделий напрямую зависят от достигнутой твёрдости. Пример: сталь 9 x C, закалка в масле. Резание происходило в станке с установленным давлением, резалась бумага.
При закалке в разных средах иногда более мягкий нож будет резать дольше, т.е.при одном химическом составе – разная структура. Я это не проверял сам, сошлюсь на П.П.Аносова, статья «Об опытах закалки в сгущённом воздухе». У него мягкий нож, закалённый в струе воздуха резал в 5 раз дольше, нежели твёрдый, закалённый в масле.
И третий случай, когда стали и твёрдости разные. Вот яркий пример из моих опытов. Условия испытаний описаны выше.
Хочу намекнуть, что испытывать надо на том материале, с которым этому изделию предстоит чаще встречаться на его жизненном пути. Все материалы, с которыми ножам приходится работать, делятся на две группы: мягкие и твёрдые. П.П.Аносов сравнил ножи на войлоке, если бы сравнил на самшите, то мягкий нож уступил бы твёрдому в 8 – 15 раз ( это как раз мной проверено).
Но группа мягких материалов несравненно больше, вот и выбирайте.
Универсального режущего инструмента нет.
Издавна закалка была окутана покровом таинственности, и существует множество легенд, перечислить которые просто не хватит времени и бумаги. Закаливали мечи и кинжалы в моче рыжего трехлетнего ребенка и в моче козы, которая неделю голодала, а потом три дня ела только лопухи.
Закаливали, протыкая тело жирного раба, поэтически описывая при этом цвет раскаленного меча: «Цвета солнца, когда оно на треть поднимется над краем пустыни». Закаливали в родниковой воде, при этом для темноты закрывали двери в кузнице, выгоняли посторонних и заодно рубили руки не в меру любопытным подмастерьям, пытающимся раньше времени узнать температуру этой воды.
Нам тоже нужно закаливать, нужен отличный результат, но нет времени повторять все эти опыты, да и дорого купить раба и откормить его – сам по миру пойдешь.
Как-то так сложилось, что традиционно закалкой пытаются достичь максимальной твёрдости при жалких остатках прочности. Но ведь у ножа важна режущая стойкость лезвия, а этот параметр напрямую связан с прочностью кромки и в гораздо меньшей степени зависит от твёрдости. Сильно закалённый нож выкрашивается по кромке и от этого быстро тупится.
Получается абсурд: добиваются твёрдости в ущерб режущим качествам, хотя стойкость лезвия – это величина практическая, а супертвердостью можно только абстрактно похвалиться: «У тебя нож в 58ед.?! А у меня в 72ед.!!!», совсем упуская из вида, что этот супертвёрдый точится только алмазными брусками и делать это приходится в 4 раза чаще.
Для начала уясним, что нож работает в совершенно других условиях, нежели зубило или нож электрорубанка, даже саблю нельзя сравнивать в работе с ножом. У неё большая масса и скорость, поэтому структура кромки лезвия у неё может быть грубее и тверже для лучшей работы. Сравнивать саблю и нож – это всё равно, что сравнивать две пилы: одна для лесоповала – с крупными зубьями, а вторая для тонких столярных работ.
Рабочий нож должен быть тонким и прочным. При разделке туши вы можете уронить нож на булыжник и тут же наступить на него - такое испытание нож должен выдержать. Поэтому, при закалке приоритет отдаётся прочности а не твердости. Я утверждаю, что нормально закален тот нож, который в тисках можно согнуть от 45° до 90° от вертикали.
Очень сильно закаленный нож ломается при отклонении до 45° от вертикали. Так можно калить большой и толстый в обухе нож, прочность будет достигаться толщиной. Недопустимо, чтобы нож ломался при отклонениях меньше, чем 45° от вертикали – это явный перекал и такому изделию место на ковре, как украшению, а в работе он подведёт хозяина: лезвие будет выкрашиваться, кончик ножа обламываться.
Невозможно закалить идеально одну вещь (даже, если вам сказали марку стали, переврав за давностью лет). Технологический справочник – не помощник, в нем дана закалка не стали, а изделия. Т.е. подшипник калится на твёрдость, рессора – на упругость, клапан – жаропрочность. Нож тоже калится как изделие, т.е. нож может иметь зонную, или поверхностную закалку, но не равномерную.
Всё это было предисловие, а практика закаливания такова. Надо сделать несколько пластинок из того металла, что вы намерены калить. Первую пластинку греем неравномерно от max до min t° и калим в воде, чтобы легче ломалась. Неравномерность нагрева зависит от марки стали, которую надо определить пробой на искру, анализом.
Диапазон температур таков:
Низкоуглеродистые стали: от 727° до 950°
Высокоуглеродистые стали: от 680° до 850°
Легированные стали: от 850° до 1150°
Мой учитель все сведения о закалке выдал одной фразой: «Есть сталь и полусталок, сталь калить в масле, полусталок в воде, а железо и чугун – не калятся»
Итак, первую полоску от max до min по длине, закаливаем в воде и ломаем в тисках, ищем на изломе нужное нам по размеру зерно. Излом не должен быть крупнозернистым, но и не гладким (парафиновым), отсутствие зерна - это плохие режущие свойства.
Если переломить крупный напильник, то по периметру у него будет гладкий излом, а в центре – примерно такое зерно, какое нужно. Чаще проверяйте готовые изделия на рез и вскоре будете знать, какое зерно лучше работает. Итак, нужная температура найдена. Теперь на второй полоске проверяем свой глазомер: нагреваем кончик до нужной температуры, закаливаем и ломаем, зерно должно быть одинаковое.
Теперь нужно подобрать закалочную среду. В XIX веке на любом заводе использовали до 12-ти закалочных сред: от спокойного воздуха до медных барабанов со ртутью или азотом. Нам такая роскошь не по карману, увы! Я обхожусь половиной: спокойный воздух, воздушная струя, масло +20°, масло +90°, масло +200°, вода + 25°.
Закалочные среды отличаются только скоростью охлаждения. Можно составить таблицу: Спокойный воздух - 50° в сек.
Вентилятор или всадник на лошади - 70°в сек.
Масло комнатной температуры - 150° в сек.
Масло при температуре в 200° - 300° в сек.
Вода +27° - 450° в сек.
Ледяная вода - 600° в сек.
Если закалка в воде не противоречит здравому смыслу - чем холоднее, тем сильнее, то закалка в масле вначале смущает незрелые умы. А всё просто - с ростом температуры масло менее вязкое и быстрее охлаждает.
Если это даёт нужное зерно и прочность, то закалка в дымящемся масле - одна из лучших. Нагрев изделия, потом в масло t-200°, выдержка от 15 мин до 2 часов, потом в воду - сразу и закалка и отпуск. Такая же закалка в жидком свинце, но более жесткая.
Возможно чередование сред, возможна двойная закалка, а также зонная – это всё. Любой борец скажет, что лучше знать три приёма хорошо, нежели триста – плохо. Продолжаем свои исследования. Берём пластинку, греем её до той t°, которую уже определили, последовательно закаливаем в разных средах до той степени прочности, чтобы она ломалась в тисках при отклонении в 30° от вертикали, и отпуском добиваемся того, чтобы пластинка сломалась при 45°. Вот и вся методика. Мы получили максимум прочности, при максимуме режущих свойств.
Твёрдость зависит от стали. Попытки выжать твёрдость из любой стали - приводят к потере прочности и режущих свойств. Если вы закалили две стали правильно, (с приоритетом прочности), например: Х12ФМ и У- 8А, то Х12ФМ будет иметь 60-61 единиц HRC, а У-8А - 56-58 единиц. Правда У-8А будет резать в четыре раза дольше, но зато Х12ФМ режет даже после вскрытия банки консерв – вот и выбирайте. Кстати, я не сказал, что эти две стали закаливать надо одинаково, нет – все условия разные, но одинаков результат: они имеют одинаковое зерно и ломаются в тисках при 45°.
Несколько общих слов: перед закалкой клинок отжечь - меньше крутить будет и меньше трещин. Нагрев делать медленно, не выше нужной температуры – это дает равномерность прогрева без ненужного роста зёрен. Нагрев под отпуск лучше долгий. Хорошо, если есть муфельная печь с регулировкой. Если, к примеру, сталь продержать нагретой при 190° около двух часов, то она будет вдвое прочнее, чем та, которую вы нагревали в горне 10 мин. до золотистого цвета (190°). Охлаждение после нагрева при отпуске обычно делается в той же среде, что и закаливание, хотя это правило не всегда соблюдается, лучше поэкспериментировать на той же пластинке.
Нагрев под закалку старайтесь сделать как можно равномернее, иначе получите трещины поперёк лезвия, а отпуск можно делать неравномерный. Можно обух трижды нагреть до фиолетового (285°), в то время, как остриё только однажды нагреется до жёлтого цвета – это легко делается в горне.
Такая закалка даёт более стабильные результаты, нежели опыты с обмазкой. Надо всегда помнить о прокаливаемости (глубине закалённого слоя). В воде - этот показатель равен 1 мм в сек, а в масле - вдвое меньше.
Если нужно закалить двулезвийный клинок (обоюдоострый, как в народе говорят), и уже найдена температура и среда, например, вода, то вы греете очень ровно без пятен, до нужной температуры, опускаете в воду на две секунды, а потом переносите в масло. Кромки с толщиной в два миллиметра прокалились насквозь, а сердцевина осталась упругой. Отпуск делается равномерным. На двулезвийном клинке очень трудно нагреть середину до высокой температуры, не перегревая кромки. Но если всё же нужен неравномерный отпуск, то середину клинка прогреваем прутком диаметром 10 мм, нагретым до тысячи градусов. Если требуется невысокий отпуск (до 190°), то пользуются кипящей водой, стеарином, канифолью. В воде клинок можно кипятить пару часов, потом окунуть в ледяную воду – это и будет низкий отпуск. Кусочек канифоли (свечи) кладут на клинок и греют в пламени, как только расплавится, температура достигнута (130°-150°).
Если вдруг нужна большая твёрдость, то она достигается понижением температуры нагрева (уменьшение зерна) и резким понижением температуры среды. Обычно всё делают наоборот: сильно греют, получают крупное зерно и клинок рассыпается.
Сначала находим при какой температуре данная сталь дает «парафиновый» излом, и закаливаем в максимально холодной среде: соль + снег + вода приблизительно даёт -4°; ацетон + сухой лед приблизительно даёт -70°. Закаливать 2 сек, перенос в воду, отпуск по обушку. Кромку не делать тоньше 0,5мм, угол заточки 45°. Такой нож легко вскрывает консервную банку, надрубает все ножи соседей по нарам в зимовье, после этого даже бумагу режет. Но кроме этого ничего не режет: скользит по салу (на столе) и по шкуре лося – тоже. Но иногда и такое изделие полезно иметь при себе. Если вы закаливаете стамеску, или саблю, то ищите температуру, которая даёт парафиновый излом. Это max твердости при min прочности. Так называемая точка «В» Чернова. В каждой она своя, но в основном это переход от красного цвета – к алому. Т.е. от тусклого цвета – к светящемуся. В стамеске прочность достигается толщиной, частичной закалкой (только кромка); в длинномере – тоже частичной закалкой: обмазка на японский манер, или неглубокая прокаливаемость (уголь, песок, сургуч). Отпуск при такой закалке подбирается очень тщательно.
Лезвие опускают в жидкость вертикально, иногда остриём вниз - это более жесткая закалка, остриём вверх - эта помягче, и держат неподвижно. Если будете дергать лезвием, то охлаждение будет неравномерным - лезвие поведёт и закрутит в поросячий хвост, могут появиться трещины. Хотите стабильных результатов, держите лезвие неподвижно, давая потоку жидкости забирать тепло. Допустимо движение лезвия в воздухе и в твёрдых средах: сургуч, мокрый песок, мокрый древесный уголь, ну, и жирного раба протыкали трижды. Мокрый песок и уголь уменьшают прокаливаемость. Если песок и уголь смочены водой, то получите закалку на глубину в 1,5-2мм, а внутри останется сталь закаленная на упругость.
Так что потренируйтесь, сделайте 4 клинка из одной стали, а параметры определите заранее, т.е. поставьте цели и выполните их. Этот опыт десятикратно сэкономит время в дальнейшей работе.
Наиболее полно термообработка стали освещена в учебнике «Металловедение», А.П.Гуляев. стр.285-311 и стр.369-508.
При закалке изделий из одной стали в одной среде режущие свойства этих изделий напрямую зависят от достигнутой твёрдости. Пример: сталь 9 x C, закалка в масле. Резание происходило в станке с установленным давлением, резалась бумага.
|
HRC |
Кол-во резов |
|
37 |
80 |
|
48 |
180 |
|
63 |
900 |
При закалке в разных средах иногда более мягкий нож будет резать дольше, т.е.при одном химическом составе – разная структура. Я это не проверял сам, сошлюсь на П.П.Аносова, статья «Об опытах закалки в сгущённом воздухе». У него мягкий нож, закалённый в струе воздуха резал в 5 раз дольше, нежели твёрдый, закалённый в масле.
И третий случай, когда стали и твёрдости разные. Вот яркий пример из моих опытов. Условия испытаний описаны выше.
|
Сталь |
HRC |
Кол-во резов |
|
Р18 |
66 |
600 |
|
Р9 |
65 |
750 |
|
9 x C |
63 |
900 |
|
ШХ-15 |
63 |
220 |
Хочу намекнуть, что испытывать надо на том материале, с которым этому изделию предстоит чаще встречаться на его жизненном пути. Все материалы, с которыми ножам приходится работать, делятся на две группы: мягкие и твёрдые. П.П.Аносов сравнил ножи на войлоке, если бы сравнил на самшите, то мягкий нож уступил бы твёрдому в 8 – 15 раз ( это как раз мной проверено).
Но группа мягких материалов несравненно больше, вот и выбирайте.
Универсального режущего инструмента нет.
3
Ножи / Re: Нож для самообороны - актуально и во время пистолетов
« : 04. 10. 2016, 16:20:07 »
Любой нож для обороны потянет, главное не зарезать. А задавить психологически.
4
Ножны / Ножны - все что нужно знать о ножнах, чтобы делать хорошие ножны
« : 14. 02. 2016, 21:59:55 »
Как часто радость от приобретения ножа омрачается при виде того, что производитель прилагает в виде довеска, гордо именуемого «ножны». Несоответствие размеру ножа, не заделанные линии среза, гнилые нитки, ржавые заклепки, скверный кожезаменитель, - список претензий может длиться и длиться.
Попытки приобрести в магазинах готовые ножны редко бывают удачными – они, как и поставляемые с ножом, требуют серьезной переделки. Редко, когда их удается улучшить, – в большинстве случаев приходится констатировать тот общеизвестный факт, что из фекалий можно сделать конфетку, но у конфетки будет характерный запах.
Индивидуал вряд ли заинтересуется предложением сшить меньше десятка ножен или затребует цену, сопоставимую с ценой ножика. Кроме того, даже потратившись на него, уже через неделю использования начинаешь понимать, какие должны быть ножны к вашему ножу на самом деле. Снова идти к мастеру? С неизбежностью следует вывод: хочешь сделать хорошо, – сделай сам.
Вряд ли вы станете большим специалистом по изготовлению ножен, прочитав эту статью или ряд специальных изданий. Чтобы хорошо шить ножны их нужно шить регулярно. И не в единичном количестве. Однако если вы умеете держать в руке шило и иглу, можно предсказать, что задача будет вам по силам.
Шедевра от себя можете на первых порах не ждать, но недорогие и удобные ножны получатся – не со второго, так с пятого раза.
ЧТО НАДО ЗНАТЬ О КОЖЕ
На качество кожи влияют многие факторы: возраст и пол животных, условия их содержания, выделка шкур. В зависимости от возраста животных различают несколько видов кож: выпарка - кожица неродившегося животного; опоек - кожа новорожденного; выросток - кожа трехмесячного животного на растительном вскармливании; неблюй - кожа шестимесячного животного; полукожник - кожа однолетнего животного, шкура полного развеса - кожа крупного рогатого скота. Различают кожу и по качеству выделки. Сафьян и марокен вырабатываются из слабо прожированной козлины. Бывают они разных цветов: красного, желтого, зеленого и черного. Шагрень - мягкая шероховатая козлина или овчина. Пергамент (телячью кожу) в былые времена в сыром виде натягивали на раму и использовали для письма. Пергамент на картонной основе используется и по сей день для переплетов. Юфть - прожированная кожа, дубленная корой ивы, бывает красного, черного и бежевого оттенков. Изготавливается из кожи лошадей, оленей, свиней. Очень толстая юфть (до 3 мм) выдерживает высокое тиснение, гравировку.
Существуют несколько видов кож, различаемых по виду сырья: лайка - тонкая эластичная кожица из выпарки или опойка; шевро и козлина вырабатываются из козлиных шкур; шеврет получают из овчины. По сравнению с шевро шеврет менее эластичен. Велюр - кожа хромового дубления, отшлифованная с верхней стороны кожи. Замою - кожа жирового дубления натурального цвета: от светло-золотистого до коричневого. Вырабатывается из шкур лося, дикой козы или слепы. Лицевая сторона имеет большие поры. Эта кожа легкая, мягкая, сильно растягивается. Спилок - отделенный на двоильной машине от натуральной замши слой.
Тщательно отбирайте материал. Ножны рекомендуется шить из плотной кожи (шевро, козлина, шеврет) толщиной 2 –3 мм. Если вы используете мягкую кожу, то обязательно проложите ее плотным материалом или сложите кожу вдвойне.
КАК ОТРЕСТАВРИРОВАТЬ СТАРУЮ КОЖУ
Редкий фанат возьмется выделывать кожу в домашних условиях – как правило в дело идет вторсырье: подошвенная кожа, голенища сапог, старые сумки. Сначала выпорем из старой вещи молнии и подкладку. Головки сапог осторожно отрежьте сапожным ножом. В результате всех этих операций в вашем распоряжении окажутся довольно большие куски кожи от голенищ. Обычно они скроены из нескольких почти прямоугольных деталей. Распорите соединительные швы. Вот и исходный материал.
Следует иметь ввиду, что большая часть кож обрабатывается хромовыми анилиновыми реактивами, что может вызвать коррозию ножа из углеродистой стали. Некоторые рекомендуют толстую жированную кожу, которая не впитывает влагу типа юфти или даже пластиковые вставки. При этом из виду упускается то, что внутренняя полость ножен должна впитывать влагу, а не оставлять нож влажным внутри ножен. Главное, что надо иметь ввиду: кожаные ножны без проблем способны переносить многократное намокание и высыхание, а вот углеродистая сталь на влажность реагирует отрицательно.
Лицевая поверхность кожаных изделий обычно гладкая и блестящая, потому что покрыта нитрокраской. Кожевники называют лицевую сторону кожи «лицо», а изнаночную «бахтарма». Попробуйте на изнаночной стороне ненужного обрезка кожи счищать острым ножом слой за слом, и вы увидите особенности структуры кожи: бахтарма имеет рыхлую волокнистую структуру, а лицо - более плотную и однородную. Поэтому краска ровнее ложится на лицевую сторону, чем на бахтарму, да и противостоит внешним воздействиям эта сторона кожи лучше.
Теперь надо по возможности привести лицевую сторону кожи в порядок. Для начала осторожно промойте ее теплой водой. Стирать кожу нельзя, потому что тогда вымывают жирующие вещества - растительные и животные жиры, минеральные масла, которые вводят в кожу после дубления. Без них кожа становится ломкой, садится и коробится, так как волокна коллагена склеиваются и не могут скользить друг относительно друга. Вымываются и некоторые дубильные вещества, которые наполняли кожу. Самое большее, что можно позволить со старой кожей, - замочить ее в теплой воде на 3-5 минут.
Сильно загрязненные места осторожно потрите мягкой мочалкой или щеточкой. С мылом мыть кожу тоже нежелательно, но можно использовать мыльную пену, которая почти не содержит щелочи. Затем прополощите кожу в слабом водном растворе уксуса и соли (на 1 л воды берут 50 г поваренной соли и 1 стакан столового 9%-ного уксуса). Это немного увеличит эластичность. А цвет восстановится, если смазать лицевую поверхность глицерином. Проверенный житейским опытом способ - мыть загрязненную кожу теплым молоком. Причем обязательно некипяченым. Тогда содержащийся в нем жир лучше впитывается в кожу. Считается, что блеск и упругость кожи восстанавливает натирание влажной кофейной гущей (разумеется, к белой коже это не относится).
СКОРНЯЖНЫЕ И КОЖЕВЕННЫЕ РАБОТЫ
Отбеливать кожу нужно при температуре 40-50°С. Четверть пакетика отбеливателя «Лилия» разведите в 1 л воды, загрязненную кожу опустите в раствор и оставляйте в нем до полного остывания. Жирные пятна удаляют тальком или раствором щавелевой кислоты. Постоянно смазывайте кожу кремом. Царапины аккуратно подкрашивайте растительным красителем.
Теперь надо распрямить и разгладить материал. Пока кожа еще влажная, распяльте ее на листе толстой фанеры или доске бахтармой вверх и закрепите по краям маленькими гвоздиками. Затем протрите ее раствором лимонной кислоты (20 г на 1 л воды). Пусть она высохнет сама, не старайтесь ускорить дело с помощью обогревательных приборов. Если отверстия для гвоздиков по мере высыхания становятся продолговатыми и угрожающе вытягиваются - перебейте гвозди поближе к центру куска кожи. Иначе с перетянутой кожей будет трудно работать.
Маленькие кусочки достаточно высушить под прессом. Для этого влажную кожу положите между чистыми сухим тряпочками и придавите плоским грузом. Через некоторое время, пока кожа еще влажная, замените тряпочки кусками оргстекла или другими гладкими пластинами и оставьте под прессом до высыхания. Тогда поверхность кожи станет ровной и гладкой. Деформированные изделия можно прогладить не сильно разогретым утюгом. Между утюгом и кожей проложите бумагу или тряпку.
Пока кожа сушится, можно подвергнуть ее допонительному жированию. Ведь жиры, которые были введены кожу при промышленной обработке, со временем теряют нужные свойства. Необходимо восстановить легкость взаимного скольжения волокон коллагена друг относительно друга, покрыв их подходящим «смазочным материалом». Чуть влажную кожу слегка пропитайте каким-нибудь жиром. Например, касторовым маслом. Еще одно народное средство смешать 50 г касторового масла и белок одного яйца. Взбить смесь вилкой, венчиком или миксером.
Наносите жирующий состав густой мягкой кистью или матерчатым тампоном. Только прежде обязательно проверьте на маленьком кожаном лоскутке, не остаются ли от этого на нем неровные темные масляные пятна. Избегайте чрезмерного жирования, чтобы кожа не стала засаленной, тяжелой. В любом случае после нанесения смеси надо тщательно снять ее излишки чистой влажной тряпочкой. Когда кожа почти подсохнет, можно снять ее с растяжки и хорошенько помять руками. Это улучшит проникновение жировой смеси между волокнами коллагена. Если качество реставрации кожи вас устроит, приступайте к дальнейшей работе с ней.
ОКРАСКА КОЖИ
Восстановить окраску кожи, если она пострадала, имеет смысл до раскроя. Для этого можно использовать специальные растительные или нитрокраски. Одна-две капли касторового масла, добавленные в 100 г нитрокраски, сделают ее более стойкой, она не будет трескаться на изгибах. Такую краску наносят кистью. Нитрокраска для кожи в аэрозольных баллонах сама ложится ровным тонким слоем. Распылительную головку баллончика лучше держать на расстоянии 15-20 см и быстро перемещать вдоль поверхности. Подсушив кожу 10-15 минут, нанесите следующий слой и так повторите несколько раз, пока не получите прочную равномерную окраску.
Еще одного часа потребует окончательная сушка. После этого можно удалить растворителем затеки и наплывы краски, если таковые имеются. Традиционные краски для кожи или эмали выпускают белого, красного, черного и коричневого цвета. Их наносят кистью, марлевым тампоном или аэрографом. Достаточно двух-трех слоев, каждый из которых придется сушить в течение часа. Окончательная сушка - сутки. Компоненты красителя не должны содействовать повышенной коррозии ножа, так что перед применением проконсультируйтесь у специалиста или изучите состав краски.
Небольшие дефекты окраски достаточно замаскировать подходящими цветными кремами для обуви и даже восковыми мастиками для мебели. В крайнем случае, краску можно сделать самим - на основе разноцветных чернил. Чтобы получить блестящую поверхность, такую краску лучше наносить на кожу в смеси с желатином. Один из вариантов окраски: в раствор красителя температурой 45-50°С опустите намоченную и разглаженную кожу. Избегайте заломов. Оставьте кожу в растворе до остывания. Краситель лучше закрепить фиксатором (т.е. закрепителем). Его можно приобрести в магазинах химических реактивов или заменить лаком для волос или уксусом.
В некоторых случаях имеет смысл вообще снять с кожи старое потрескавшееся и потерявшее вид покрытие из нитрокраски. Кстати, обувная кожа обычно бывает покрыта особым влагонепроницаемым слоем, делающим ее жесткой и блестящей.
Царапины и вмятины не делают блестящую поверхность красивее. Поэтому потерявшую вид толстую кожу лучше отциклевать острым ножом, рубанком или скребком. Смочив очищенную поверхность водой, проверьте, нет ли на ней светлых пятен. Это участки, на которых еще сохранился влагонепроницаемый слой. Соскоблите его. Обработку поверхности завершит шлифовка мелкозернистой наждачной шкуркой.
ИНСТРУМЕНТЫ И ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
Почти в каждом доме имеется набор инструментов предназначенных для обработки металла и дерева: гвозди, плоскогубцы и другие приспособления и инструменты. Если вы решили серьезно заняться кожевенным делом приобретите или сделайте сами несколько ножей. Кривой нож подходит для разнообразных линий, округлые линии прорезайте поворотным ножом . Прямым ножом прорезайте прямые линии, режьте ремни, шнурки. Сапожный безрукоятный нож с односторонней заточкой удобен для шерфования (утончения) и обработки толстой кожи. Для шерфования пригоден и нож в форме полумесяца. Косточка предназначена для разглаживания мягкой оплетки и подчеркивания рельефов.
Сделайте ее из деревянного брусочка или веточки. Крестовое шило используется для шитья и продевания ремешков. Круглое - для тонких мелких работ и наметки. Прямые линии проводите по металлической линейке. Предметы из маникюрного набора, скальпели и пинцеты помогут декоративно обработать изделие. Недостаточно иметь только металлический молоток. Во многих операциях незаменим деревянный. Именно деревянным молотком обколачивают места склеек, плетеных вставок, выполняют штамповку. Он не повредит кожу.
Существуют некоторые инструменты, специально назначенные для обработки кожи. Это пробойники и фестоны. Для оплетки изделий незаменимы пробойники диаметром 2, 3 и 4 мм.
Все операции по обработке кожи лучше производить на оргстекле или плотном картоне если вы не имеете специального стола. Для раскроя удобна кроильная доска с гладкой поверхностью; длиной 40-60 см и шириной 25-35 см. В этой роли может выступить кухонная разделочная доска подходящего размера. Кроить кожу удобнее с помощью заранее вычерченных на картоне и тщательно проверенных лекал. Наносить линии кроя можно обыкновенной шариковой ручкой.
Для разметки швов и выполнения простейших элементов декоративной отделки кожи применяются накатки с зубчатыми колесиками разных размеров. Для этого годятся портновские резаки какими переводят выкройки; можно сделать их и из зубчатых шестеренок разных размеров от сломанных часов. Они облегчат разметку швов с разной длиной стежка и обеспечат нанесение рельефных пунктирных линий. Перед работой их слегка нагревают на огне. Колесико без зубцов поможет накатывать сплошные линии при обработке срезов кожи. Для прокалывания толстой кожи по намеченным накаткой точкам понадобится шило. Обыкновенные кремы для обуви хорошо отполируют кожу и придадут изделию законченность, скроют потертости. Касторовое масло размягчит кожу и сделает ее более пластичной. Для окраски кожи подготовьте растительные красители.
КАКИЕ БЫВАЮТ НОЖНЫ
Конкретные требования к ножнам определяются самим пользователем по способу и условиям применения ножа. Общими являются требования надежной фиксации ножа в походном положении, легкости извлечения и вкладывания, удобства при движении, защита ножа от грязи и влаги, безопасность владельца от ран ножом при случайном падении, ремонтопригодность и стойкость к условиям окружающей среды. Могут формулироваться и особые требования – разные способы подвеса и ношения, скрытность размещения на теле, наличие карманов под аксессуары (как правило, – точилку), бесшумность и пр.
Наибольшее распространение получили 2 схемы изготовления ножен: с контурным швом и с боковым швом. В первом случае из кожи вырезаются по лекалу отдельно лицевая и тыльная часть, к которой пришивается ремешок, после чего две части прошиваются между собой по краю (обычно через прокладку в виде прямоугольного в сечении кожаного шнура)– кроме устья ножен.
Вторая схема предусматривает изготовление ножен перегибом из выкроенного по лекалу цельного куска кожи с заделкой шва, который может располагаться на боковой, фронтальной или тыльной части готовых ножен. Первый вид используется для ножей со сложной геометрией клинка – скинеров, кинжалов и пр. Второй применяется на ножах с прямым и слабоизогнутым обухом или небольшим его скосом.
Изготовление лекала предваряется тщательным измерением ножа, для чего его разбивают по длине на равные участки и производят обмер полноты на каждой отметке. Если вы планируете использовать вставку в ножны под клинок из пластика или дерева, то обмерять надо вместе с ней. Материал вкладыша - плотная прямослойная древесина (орех, груша, береза). Наличие вставки – наиболее дискуссионный момент в изготовлении ножен. Очевидно, что узкий паз «под клинок» на морозе не очень практичен, – попавшая вода может заклинить его намертво.
Поэтому в финской традиции ширина паза намного больше толщины клинка вплоть до того, что вкладыш имеет только три стороны: 2 боковых и фронтальную. Наличие отверстия в районе наконечника для стока из вкладыша воды или крови обязательно, также как и самих ножнах. Норвежские мастера вообще делают ножны без вставок – клинок «висит» в ножнах за счет обжимки рукояти устьем ножен.
Если брать на ножны не толстую кожу, а вторсырье от б/у сумок и обуви то вы можете столкнуться с тем фактом, что устье со временем перестанет держать рукоять ножа по причине растяжения тонкой кожи. Избежать этот неприятный момент можно следующим образом: спроектируйте ножны так, чтобы за счет подворачивания материала на устье обеспечить участок двойной толщины шириной 3-5 см. Если кожа совсем тонкая, то можно дополнительно к подворачиванию попробовать использовать в устье вставку из более толстой кожи. Сшивать ножны при этом, естественно, придется не срезами друг к другу, а обычным стачным швом со шнуром или без шнура.
Сняв размеры ножа переходите к изготовлению лекала для чего перенесите на кальку или миллиметровку размеры, добавив 1 см на усадку и шов. Проще и удобнее сделать половинное лекало. Крайне целесообразно сделать и деревянный шаблон ножа (болванку), который пригодится при шитье и формовке ножен. Он должен иметь габариты на 2-3 мм большие, чем нож. Как крайний вариант, для ленивых, можно использовать сам нож, предварительно изолировав его от влаги за счет обмотки фольгой или скотчем.
После этого можно по лекалу перейти к раскрою кожи. Если будете делать шов встык, то срез делать под углом в 10-20 гр с таким условием, чтобы бахтарма имела меньшую площадь, чем лицо. Ворсистую бахтарму можно обработать небольшим рубанком.
Край кожи после раскроя подлежит обработке и разметке. Отверстия пробиваются специальным шилом с заточенным под стамеску кончиком. Можно сделать специальный пробойник, напоминающий вилку. Для очень жесткой кожи можно использовать дрель со сверлом небольшого диаметра – под сверловку печатных электротехнических плат. Край устья отполируйте деревянным бруском, если не планируете его подворачивать в дальнейшем.
Если планируете, – обрежьте край под углом (острый угол – у лица кожи), с тем, чтобы избежать уступа на внутренней полости ножен при подворачивании. Тщательно зачистите стороны шнура со стороны лица и бахтармы если планируете его использовать на боковой шов. Боковой шов со шнуром изготовить несколько проще, чем шов встык.
Достаточно проклеить место его соединения с ножнами, тщательно обжав по контуру ножа или болванки, а после высыхания клея дополнительно прошить место соединения. Именно таким способом делается большинство заводских ножен. Крайне желательно выбирать клей, сохраняющий эластичность и после высыхания. Иногда для увеличения прочности на ножны ставят 2-3 заклепки. Места их расположения: у устья, у наконечника, у места перехода клинка в рукоять.
ШИТЬЕ НОЖЕН
Обязательно обзаведитесь для жесткой и толстой кожи специальными иглами с острием трехгранного сечения. Они еще называются шорными потому что использовались при соединении кожаных деталей конской упряжи. Благодаря трехгранному сечению игла прорубает своими острыми гранями отверстие и входит легче, чем обычная. Для шитья ножен часто применяют двуигольное шитье. Отверстия в коже прокалывают острым шилом или пробойником.
Облегчает работу и подходящая игла. Если обычная игла для ткани просто раздвигает ее волокна своим острием, то игла для кожи должна прорубать ее. Ведь составляющие кожу волокна коллагена очень тонкие и плотно переплетены, раздвинуть их ни одна игла не в состоянии. Поэтому кончик иглы для кожи плоский и заточен наподобие стамески.
Жесткая кожа, которая с трудом прокалывается шилом, легче шьется, если ее чуть увлажнить. Нитки для сшивания кожи нужны прочные, упругие. Подходят суровые хлопчатобумажные или льняные нитки. Годится и крученый шелк.
Сшивание краев «встык» может производиться на различную глубину в зависимости от толщины и качества кожи специальным прямым двухниточным стачным швом.
Вам понадобятся при работе обе руки, поэтому необходимо организовать рабочее место или предусмотреть держатель. Кожу ножен можно удержать на болванке от разворачивания с помощью резинового жгута. По завершению шитья лишняя кожа аккуратно срезается, а шов проглаживается деревянной гладилкой.
Не забудьте оставить на наконечнике ножа отверстие для удаления попавшей в них влаги. Крепление ножен можно сделать любым способом: от пришивных ремешков до специальных антабок. Наконечник и устье можно украсить металлическим прибором.
ТЕРМО- И ВЛАГООБРАБОТКА НОЖЕН
Толстая и жесткая кожа легко поддается термообработке. Кожа прекрасно деформируется под воздействием воды и тепла. Используйте формование для придания изделию формы. Возьмите деревянную болванку по форме предмета или подготовленный обмотанный нож. Края болванки и нож не должны иметь острых выступов, чтобы не испортить изделие.
Кожу аккуратно увлажните с внутренней стороны. Форму многократно вталкивайте в изделие, зажатое в оправку, пока оно не растянется. По завершению формования оставьте их сушить вдали от отопительных и нагревательных приборов прямо на оправке.
Ножнам, как правило, не требуется оплетка, хотя некоторые производители применяют и ее вместо шва, объясняя это удобством ухода за ножнами. Обычно при креплении ножен оплеткой вкладыш обязателен. Кроме того, за счет перфорации края ножен они со временем больше подвержены растяжению.
Ножнам лучше придать законченный вид. Можно выполнить тисненый узор роликом. Для этой же цели удобно использовать деревянный инструмент. Двигайте им вдоль кромки взад-вперед, пока линия не станет достаточно глубокой. Чистку лучше производить раствором щавелевой кислоты (1 чл. на 0,5 л воды). Тампоном с помощью пинцета протрите поверхность.
Это выведет жирные пятна и отпечатки пальцев, а также удалит грязь. Изысканную красоту придаст изделию лакирование. Но для этого требуется специальный лак. Нанесите лак на кожу с помощью тряпочки. Оставьте на сутки сохнуть. Идеальную завершенность любому изделию придадут вощение и полировка. Нанесите разогретый воск на изделие и полируйте чистой тряпочкой или овчиной.
Кромку можно подкрасить морилкой или обработать выжиганием. Другой способ заделки кромок и линий среза кожи – разогретым воском и доводка хорошей мебельной мастикой. Разжижение воска можно произвести ланолином или растительным маслом.
Наверняка, берясь за работу с кожей, вы хотите, чтобы ваше изделие было удобно, его конструкция была бы безупречна и функционально пригодна. Именно сочетание всех этих качеств оправдает те силы и фантазию, которые вы к нему приложите. Ручная работа выполняется кропотливо и аккуратно. И если вы доведете ее до завершения, то полностью оправдаете свой труд.
Литература:
1.Harald Bergland, "KNIVSMEDEN - knivmakerarbeid og smiing". Universitetsforlaget.
2.David Boye, "Step-by-Step Knifemaking", Boye Knife Press, 2000.
3. Лихонин А.С., "Скорняжные и кожевенные работы", Н.Новгород, "Времена", 2000.
составитель Александр Марьянко
Попытки приобрести в магазинах готовые ножны редко бывают удачными – они, как и поставляемые с ножом, требуют серьезной переделки. Редко, когда их удается улучшить, – в большинстве случаев приходится констатировать тот общеизвестный факт, что из фекалий можно сделать конфетку, но у конфетки будет характерный запах.
Индивидуал вряд ли заинтересуется предложением сшить меньше десятка ножен или затребует цену, сопоставимую с ценой ножика. Кроме того, даже потратившись на него, уже через неделю использования начинаешь понимать, какие должны быть ножны к вашему ножу на самом деле. Снова идти к мастеру? С неизбежностью следует вывод: хочешь сделать хорошо, – сделай сам.
Вряд ли вы станете большим специалистом по изготовлению ножен, прочитав эту статью или ряд специальных изданий. Чтобы хорошо шить ножны их нужно шить регулярно. И не в единичном количестве. Однако если вы умеете держать в руке шило и иглу, можно предсказать, что задача будет вам по силам.
Шедевра от себя можете на первых порах не ждать, но недорогие и удобные ножны получатся – не со второго, так с пятого раза.
ЧТО НАДО ЗНАТЬ О КОЖЕ
На качество кожи влияют многие факторы: возраст и пол животных, условия их содержания, выделка шкур. В зависимости от возраста животных различают несколько видов кож: выпарка - кожица неродившегося животного; опоек - кожа новорожденного; выросток - кожа трехмесячного животного на растительном вскармливании; неблюй - кожа шестимесячного животного; полукожник - кожа однолетнего животного, шкура полного развеса - кожа крупного рогатого скота. Различают кожу и по качеству выделки. Сафьян и марокен вырабатываются из слабо прожированной козлины. Бывают они разных цветов: красного, желтого, зеленого и черного. Шагрень - мягкая шероховатая козлина или овчина. Пергамент (телячью кожу) в былые времена в сыром виде натягивали на раму и использовали для письма. Пергамент на картонной основе используется и по сей день для переплетов. Юфть - прожированная кожа, дубленная корой ивы, бывает красного, черного и бежевого оттенков. Изготавливается из кожи лошадей, оленей, свиней. Очень толстая юфть (до 3 мм) выдерживает высокое тиснение, гравировку.
Существуют несколько видов кож, различаемых по виду сырья: лайка - тонкая эластичная кожица из выпарки или опойка; шевро и козлина вырабатываются из козлиных шкур; шеврет получают из овчины. По сравнению с шевро шеврет менее эластичен. Велюр - кожа хромового дубления, отшлифованная с верхней стороны кожи. Замою - кожа жирового дубления натурального цвета: от светло-золотистого до коричневого. Вырабатывается из шкур лося, дикой козы или слепы. Лицевая сторона имеет большие поры. Эта кожа легкая, мягкая, сильно растягивается. Спилок - отделенный на двоильной машине от натуральной замши слой.
Тщательно отбирайте материал. Ножны рекомендуется шить из плотной кожи (шевро, козлина, шеврет) толщиной 2 –3 мм. Если вы используете мягкую кожу, то обязательно проложите ее плотным материалом или сложите кожу вдвойне.
КАК ОТРЕСТАВРИРОВАТЬ СТАРУЮ КОЖУ
Редкий фанат возьмется выделывать кожу в домашних условиях – как правило в дело идет вторсырье: подошвенная кожа, голенища сапог, старые сумки. Сначала выпорем из старой вещи молнии и подкладку. Головки сапог осторожно отрежьте сапожным ножом. В результате всех этих операций в вашем распоряжении окажутся довольно большие куски кожи от голенищ. Обычно они скроены из нескольких почти прямоугольных деталей. Распорите соединительные швы. Вот и исходный материал.
Следует иметь ввиду, что большая часть кож обрабатывается хромовыми анилиновыми реактивами, что может вызвать коррозию ножа из углеродистой стали. Некоторые рекомендуют толстую жированную кожу, которая не впитывает влагу типа юфти или даже пластиковые вставки. При этом из виду упускается то, что внутренняя полость ножен должна впитывать влагу, а не оставлять нож влажным внутри ножен. Главное, что надо иметь ввиду: кожаные ножны без проблем способны переносить многократное намокание и высыхание, а вот углеродистая сталь на влажность реагирует отрицательно.
Лицевая поверхность кожаных изделий обычно гладкая и блестящая, потому что покрыта нитрокраской. Кожевники называют лицевую сторону кожи «лицо», а изнаночную «бахтарма». Попробуйте на изнаночной стороне ненужного обрезка кожи счищать острым ножом слой за слом, и вы увидите особенности структуры кожи: бахтарма имеет рыхлую волокнистую структуру, а лицо - более плотную и однородную. Поэтому краска ровнее ложится на лицевую сторону, чем на бахтарму, да и противостоит внешним воздействиям эта сторона кожи лучше.
Теперь надо по возможности привести лицевую сторону кожи в порядок. Для начала осторожно промойте ее теплой водой. Стирать кожу нельзя, потому что тогда вымывают жирующие вещества - растительные и животные жиры, минеральные масла, которые вводят в кожу после дубления. Без них кожа становится ломкой, садится и коробится, так как волокна коллагена склеиваются и не могут скользить друг относительно друга. Вымываются и некоторые дубильные вещества, которые наполняли кожу. Самое большее, что можно позволить со старой кожей, - замочить ее в теплой воде на 3-5 минут.
Сильно загрязненные места осторожно потрите мягкой мочалкой или щеточкой. С мылом мыть кожу тоже нежелательно, но можно использовать мыльную пену, которая почти не содержит щелочи. Затем прополощите кожу в слабом водном растворе уксуса и соли (на 1 л воды берут 50 г поваренной соли и 1 стакан столового 9%-ного уксуса). Это немного увеличит эластичность. А цвет восстановится, если смазать лицевую поверхность глицерином. Проверенный житейским опытом способ - мыть загрязненную кожу теплым молоком. Причем обязательно некипяченым. Тогда содержащийся в нем жир лучше впитывается в кожу. Считается, что блеск и упругость кожи восстанавливает натирание влажной кофейной гущей (разумеется, к белой коже это не относится).
СКОРНЯЖНЫЕ И КОЖЕВЕННЫЕ РАБОТЫ
Отбеливать кожу нужно при температуре 40-50°С. Четверть пакетика отбеливателя «Лилия» разведите в 1 л воды, загрязненную кожу опустите в раствор и оставляйте в нем до полного остывания. Жирные пятна удаляют тальком или раствором щавелевой кислоты. Постоянно смазывайте кожу кремом. Царапины аккуратно подкрашивайте растительным красителем.
Теперь надо распрямить и разгладить материал. Пока кожа еще влажная, распяльте ее на листе толстой фанеры или доске бахтармой вверх и закрепите по краям маленькими гвоздиками. Затем протрите ее раствором лимонной кислоты (20 г на 1 л воды). Пусть она высохнет сама, не старайтесь ускорить дело с помощью обогревательных приборов. Если отверстия для гвоздиков по мере высыхания становятся продолговатыми и угрожающе вытягиваются - перебейте гвозди поближе к центру куска кожи. Иначе с перетянутой кожей будет трудно работать.
Маленькие кусочки достаточно высушить под прессом. Для этого влажную кожу положите между чистыми сухим тряпочками и придавите плоским грузом. Через некоторое время, пока кожа еще влажная, замените тряпочки кусками оргстекла или другими гладкими пластинами и оставьте под прессом до высыхания. Тогда поверхность кожи станет ровной и гладкой. Деформированные изделия можно прогладить не сильно разогретым утюгом. Между утюгом и кожей проложите бумагу или тряпку.
Пока кожа сушится, можно подвергнуть ее допонительному жированию. Ведь жиры, которые были введены кожу при промышленной обработке, со временем теряют нужные свойства. Необходимо восстановить легкость взаимного скольжения волокон коллагена друг относительно друга, покрыв их подходящим «смазочным материалом». Чуть влажную кожу слегка пропитайте каким-нибудь жиром. Например, касторовым маслом. Еще одно народное средство смешать 50 г касторового масла и белок одного яйца. Взбить смесь вилкой, венчиком или миксером.
Наносите жирующий состав густой мягкой кистью или матерчатым тампоном. Только прежде обязательно проверьте на маленьком кожаном лоскутке, не остаются ли от этого на нем неровные темные масляные пятна. Избегайте чрезмерного жирования, чтобы кожа не стала засаленной, тяжелой. В любом случае после нанесения смеси надо тщательно снять ее излишки чистой влажной тряпочкой. Когда кожа почти подсохнет, можно снять ее с растяжки и хорошенько помять руками. Это улучшит проникновение жировой смеси между волокнами коллагена. Если качество реставрации кожи вас устроит, приступайте к дальнейшей работе с ней.
ОКРАСКА КОЖИ
Восстановить окраску кожи, если она пострадала, имеет смысл до раскроя. Для этого можно использовать специальные растительные или нитрокраски. Одна-две капли касторового масла, добавленные в 100 г нитрокраски, сделают ее более стойкой, она не будет трескаться на изгибах. Такую краску наносят кистью. Нитрокраска для кожи в аэрозольных баллонах сама ложится ровным тонким слоем. Распылительную головку баллончика лучше держать на расстоянии 15-20 см и быстро перемещать вдоль поверхности. Подсушив кожу 10-15 минут, нанесите следующий слой и так повторите несколько раз, пока не получите прочную равномерную окраску.
Еще одного часа потребует окончательная сушка. После этого можно удалить растворителем затеки и наплывы краски, если таковые имеются. Традиционные краски для кожи или эмали выпускают белого, красного, черного и коричневого цвета. Их наносят кистью, марлевым тампоном или аэрографом. Достаточно двух-трех слоев, каждый из которых придется сушить в течение часа. Окончательная сушка - сутки. Компоненты красителя не должны содействовать повышенной коррозии ножа, так что перед применением проконсультируйтесь у специалиста или изучите состав краски.
Небольшие дефекты окраски достаточно замаскировать подходящими цветными кремами для обуви и даже восковыми мастиками для мебели. В крайнем случае, краску можно сделать самим - на основе разноцветных чернил. Чтобы получить блестящую поверхность, такую краску лучше наносить на кожу в смеси с желатином. Один из вариантов окраски: в раствор красителя температурой 45-50°С опустите намоченную и разглаженную кожу. Избегайте заломов. Оставьте кожу в растворе до остывания. Краситель лучше закрепить фиксатором (т.е. закрепителем). Его можно приобрести в магазинах химических реактивов или заменить лаком для волос или уксусом.
В некоторых случаях имеет смысл вообще снять с кожи старое потрескавшееся и потерявшее вид покрытие из нитрокраски. Кстати, обувная кожа обычно бывает покрыта особым влагонепроницаемым слоем, делающим ее жесткой и блестящей.
Царапины и вмятины не делают блестящую поверхность красивее. Поэтому потерявшую вид толстую кожу лучше отциклевать острым ножом, рубанком или скребком. Смочив очищенную поверхность водой, проверьте, нет ли на ней светлых пятен. Это участки, на которых еще сохранился влагонепроницаемый слой. Соскоблите его. Обработку поверхности завершит шлифовка мелкозернистой наждачной шкуркой.
ИНСТРУМЕНТЫ И ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
Почти в каждом доме имеется набор инструментов предназначенных для обработки металла и дерева: гвозди, плоскогубцы и другие приспособления и инструменты. Если вы решили серьезно заняться кожевенным делом приобретите или сделайте сами несколько ножей. Кривой нож подходит для разнообразных линий, округлые линии прорезайте поворотным ножом . Прямым ножом прорезайте прямые линии, режьте ремни, шнурки. Сапожный безрукоятный нож с односторонней заточкой удобен для шерфования (утончения) и обработки толстой кожи. Для шерфования пригоден и нож в форме полумесяца. Косточка предназначена для разглаживания мягкой оплетки и подчеркивания рельефов.
Сделайте ее из деревянного брусочка или веточки. Крестовое шило используется для шитья и продевания ремешков. Круглое - для тонких мелких работ и наметки. Прямые линии проводите по металлической линейке. Предметы из маникюрного набора, скальпели и пинцеты помогут декоративно обработать изделие. Недостаточно иметь только металлический молоток. Во многих операциях незаменим деревянный. Именно деревянным молотком обколачивают места склеек, плетеных вставок, выполняют штамповку. Он не повредит кожу.
Существуют некоторые инструменты, специально назначенные для обработки кожи. Это пробойники и фестоны. Для оплетки изделий незаменимы пробойники диаметром 2, 3 и 4 мм.
Все операции по обработке кожи лучше производить на оргстекле или плотном картоне если вы не имеете специального стола. Для раскроя удобна кроильная доска с гладкой поверхностью; длиной 40-60 см и шириной 25-35 см. В этой роли может выступить кухонная разделочная доска подходящего размера. Кроить кожу удобнее с помощью заранее вычерченных на картоне и тщательно проверенных лекал. Наносить линии кроя можно обыкновенной шариковой ручкой.
Для разметки швов и выполнения простейших элементов декоративной отделки кожи применяются накатки с зубчатыми колесиками разных размеров. Для этого годятся портновские резаки какими переводят выкройки; можно сделать их и из зубчатых шестеренок разных размеров от сломанных часов. Они облегчат разметку швов с разной длиной стежка и обеспечат нанесение рельефных пунктирных линий. Перед работой их слегка нагревают на огне. Колесико без зубцов поможет накатывать сплошные линии при обработке срезов кожи. Для прокалывания толстой кожи по намеченным накаткой точкам понадобится шило. Обыкновенные кремы для обуви хорошо отполируют кожу и придадут изделию законченность, скроют потертости. Касторовое масло размягчит кожу и сделает ее более пластичной. Для окраски кожи подготовьте растительные красители.
КАКИЕ БЫВАЮТ НОЖНЫ
Конкретные требования к ножнам определяются самим пользователем по способу и условиям применения ножа. Общими являются требования надежной фиксации ножа в походном положении, легкости извлечения и вкладывания, удобства при движении, защита ножа от грязи и влаги, безопасность владельца от ран ножом при случайном падении, ремонтопригодность и стойкость к условиям окружающей среды. Могут формулироваться и особые требования – разные способы подвеса и ношения, скрытность размещения на теле, наличие карманов под аксессуары (как правило, – точилку), бесшумность и пр.
Наибольшее распространение получили 2 схемы изготовления ножен: с контурным швом и с боковым швом. В первом случае из кожи вырезаются по лекалу отдельно лицевая и тыльная часть, к которой пришивается ремешок, после чего две части прошиваются между собой по краю (обычно через прокладку в виде прямоугольного в сечении кожаного шнура)– кроме устья ножен.
Вторая схема предусматривает изготовление ножен перегибом из выкроенного по лекалу цельного куска кожи с заделкой шва, который может располагаться на боковой, фронтальной или тыльной части готовых ножен. Первый вид используется для ножей со сложной геометрией клинка – скинеров, кинжалов и пр. Второй применяется на ножах с прямым и слабоизогнутым обухом или небольшим его скосом.
Изготовление лекала предваряется тщательным измерением ножа, для чего его разбивают по длине на равные участки и производят обмер полноты на каждой отметке. Если вы планируете использовать вставку в ножны под клинок из пластика или дерева, то обмерять надо вместе с ней. Материал вкладыша - плотная прямослойная древесина (орех, груша, береза). Наличие вставки – наиболее дискуссионный момент в изготовлении ножен. Очевидно, что узкий паз «под клинок» на морозе не очень практичен, – попавшая вода может заклинить его намертво.
Поэтому в финской традиции ширина паза намного больше толщины клинка вплоть до того, что вкладыш имеет только три стороны: 2 боковых и фронтальную. Наличие отверстия в районе наконечника для стока из вкладыша воды или крови обязательно, также как и самих ножнах. Норвежские мастера вообще делают ножны без вставок – клинок «висит» в ножнах за счет обжимки рукояти устьем ножен.
Если брать на ножны не толстую кожу, а вторсырье от б/у сумок и обуви то вы можете столкнуться с тем фактом, что устье со временем перестанет держать рукоять ножа по причине растяжения тонкой кожи. Избежать этот неприятный момент можно следующим образом: спроектируйте ножны так, чтобы за счет подворачивания материала на устье обеспечить участок двойной толщины шириной 3-5 см. Если кожа совсем тонкая, то можно дополнительно к подворачиванию попробовать использовать в устье вставку из более толстой кожи. Сшивать ножны при этом, естественно, придется не срезами друг к другу, а обычным стачным швом со шнуром или без шнура.
Сняв размеры ножа переходите к изготовлению лекала для чего перенесите на кальку или миллиметровку размеры, добавив 1 см на усадку и шов. Проще и удобнее сделать половинное лекало. Крайне целесообразно сделать и деревянный шаблон ножа (болванку), который пригодится при шитье и формовке ножен. Он должен иметь габариты на 2-3 мм большие, чем нож. Как крайний вариант, для ленивых, можно использовать сам нож, предварительно изолировав его от влаги за счет обмотки фольгой или скотчем.
После этого можно по лекалу перейти к раскрою кожи. Если будете делать шов встык, то срез делать под углом в 10-20 гр с таким условием, чтобы бахтарма имела меньшую площадь, чем лицо. Ворсистую бахтарму можно обработать небольшим рубанком.
Край кожи после раскроя подлежит обработке и разметке. Отверстия пробиваются специальным шилом с заточенным под стамеску кончиком. Можно сделать специальный пробойник, напоминающий вилку. Для очень жесткой кожи можно использовать дрель со сверлом небольшого диаметра – под сверловку печатных электротехнических плат. Край устья отполируйте деревянным бруском, если не планируете его подворачивать в дальнейшем.
Если планируете, – обрежьте край под углом (острый угол – у лица кожи), с тем, чтобы избежать уступа на внутренней полости ножен при подворачивании. Тщательно зачистите стороны шнура со стороны лица и бахтармы если планируете его использовать на боковой шов. Боковой шов со шнуром изготовить несколько проще, чем шов встык.
Достаточно проклеить место его соединения с ножнами, тщательно обжав по контуру ножа или болванки, а после высыхания клея дополнительно прошить место соединения. Именно таким способом делается большинство заводских ножен. Крайне желательно выбирать клей, сохраняющий эластичность и после высыхания. Иногда для увеличения прочности на ножны ставят 2-3 заклепки. Места их расположения: у устья, у наконечника, у места перехода клинка в рукоять.
ШИТЬЕ НОЖЕН
Обязательно обзаведитесь для жесткой и толстой кожи специальными иглами с острием трехгранного сечения. Они еще называются шорными потому что использовались при соединении кожаных деталей конской упряжи. Благодаря трехгранному сечению игла прорубает своими острыми гранями отверстие и входит легче, чем обычная. Для шитья ножен часто применяют двуигольное шитье. Отверстия в коже прокалывают острым шилом или пробойником.
Облегчает работу и подходящая игла. Если обычная игла для ткани просто раздвигает ее волокна своим острием, то игла для кожи должна прорубать ее. Ведь составляющие кожу волокна коллагена очень тонкие и плотно переплетены, раздвинуть их ни одна игла не в состоянии. Поэтому кончик иглы для кожи плоский и заточен наподобие стамески.
Жесткая кожа, которая с трудом прокалывается шилом, легче шьется, если ее чуть увлажнить. Нитки для сшивания кожи нужны прочные, упругие. Подходят суровые хлопчатобумажные или льняные нитки. Годится и крученый шелк.
Сшивание краев «встык» может производиться на различную глубину в зависимости от толщины и качества кожи специальным прямым двухниточным стачным швом.
Вам понадобятся при работе обе руки, поэтому необходимо организовать рабочее место или предусмотреть держатель. Кожу ножен можно удержать на болванке от разворачивания с помощью резинового жгута. По завершению шитья лишняя кожа аккуратно срезается, а шов проглаживается деревянной гладилкой.
Не забудьте оставить на наконечнике ножа отверстие для удаления попавшей в них влаги. Крепление ножен можно сделать любым способом: от пришивных ремешков до специальных антабок. Наконечник и устье можно украсить металлическим прибором.
ТЕРМО- И ВЛАГООБРАБОТКА НОЖЕН
Толстая и жесткая кожа легко поддается термообработке. Кожа прекрасно деформируется под воздействием воды и тепла. Используйте формование для придания изделию формы. Возьмите деревянную болванку по форме предмета или подготовленный обмотанный нож. Края болванки и нож не должны иметь острых выступов, чтобы не испортить изделие.
Кожу аккуратно увлажните с внутренней стороны. Форму многократно вталкивайте в изделие, зажатое в оправку, пока оно не растянется. По завершению формования оставьте их сушить вдали от отопительных и нагревательных приборов прямо на оправке.
Ножнам, как правило, не требуется оплетка, хотя некоторые производители применяют и ее вместо шва, объясняя это удобством ухода за ножнами. Обычно при креплении ножен оплеткой вкладыш обязателен. Кроме того, за счет перфорации края ножен они со временем больше подвержены растяжению.
Ножнам лучше придать законченный вид. Можно выполнить тисненый узор роликом. Для этой же цели удобно использовать деревянный инструмент. Двигайте им вдоль кромки взад-вперед, пока линия не станет достаточно глубокой. Чистку лучше производить раствором щавелевой кислоты (1 чл. на 0,5 л воды). Тампоном с помощью пинцета протрите поверхность.
Это выведет жирные пятна и отпечатки пальцев, а также удалит грязь. Изысканную красоту придаст изделию лакирование. Но для этого требуется специальный лак. Нанесите лак на кожу с помощью тряпочки. Оставьте на сутки сохнуть. Идеальную завершенность любому изделию придадут вощение и полировка. Нанесите разогретый воск на изделие и полируйте чистой тряпочкой или овчиной.
Кромку можно подкрасить морилкой или обработать выжиганием. Другой способ заделки кромок и линий среза кожи – разогретым воском и доводка хорошей мебельной мастикой. Разжижение воска можно произвести ланолином или растительным маслом.
Наверняка, берясь за работу с кожей, вы хотите, чтобы ваше изделие было удобно, его конструкция была бы безупречна и функционально пригодна. Именно сочетание всех этих качеств оправдает те силы и фантазию, которые вы к нему приложите. Ручная работа выполняется кропотливо и аккуратно. И если вы доведете ее до завершения, то полностью оправдаете свой труд.
Литература:
1.Harald Bergland, "KNIVSMEDEN - knivmakerarbeid og smiing". Universitetsforlaget.
2.David Boye, "Step-by-Step Knifemaking", Boye Knife Press, 2000.
3. Лихонин А.С., "Скорняжные и кожевенные работы", Н.Новгород, "Времена", 2000.
составитель Александр Марьянко
5
Чтобы хоть что-нибудь делать ножом, его надо держать в руке. Если нам предстоит выполнить трудную и требующую времени работу, удобство держать нож способно перевесить даже такие его качества, как эффективность и быстроту выполнения операций, а также обеспечить безопасность пользования ножом. Ведь уставшая, одеревеневшая, замерзшая или заляпанная грязью рука куда менее чувствительна, и случиться может всякое.
Бывает, что неудобная или плохо лежащая в ладони рукоятка нежданно-негаданно «выскальзывает» из уставшей руки и нож ранит вас или кого-нибудь постороннего. А потому, по моему убеждению, рукоятка «по-умному» спроектированного ножа должна отвечать нескольким весьма существенным требованиям:
• удобно располагаться в ладони в процессе работ, для которых нож предназначен;
• не позволять ножу произвольно менять положение в руке;
• если нож нужен для работы в сложных условиях, рукоятка должна сохранять упомянутые выше качества даже в том случае, если она находится в мокрой, вспотевшей, грязной или окоченевшей руке. Рукоятки ножей, предназначенных для использования в «медвежьих углах», могут заканчиваться металлической головкой, способной послужить молотком, если потребуется расколоть что-нибудь твердое. Чаще всего роль такого молотка исполняет выступающий из тыльной части черенка конец стержня, представляющего собою продолжение клинка. Отверстие, через которое можно пропустить веревку, очень пригодится при работе на высоте, над водой или в глубоком снегу.
В складных ножах подобное устройство рукоятки — дело более сложное, поскольку черенок служит укрытием для клинка, когда нож складывается, а также для блокирующего механизма, когда нож раскрывается.
Как это сплошь и рядом случается в нашем напичканном противоречиями мире, совместить все эти свойства друг с другом в разумных пропорциях нелегко, над этим конструкторам приходится ломать голову. Продумывая форму рукоятки, выбирая материал, из которого ее следует изготовить, можно придать ей качества, необходимые для того или иного типа ножа. Начнем с материалов.
Само собой разумеется, самый прочный материал для рукояток — сталь. Бывают ножи с неподвижным клинком, сделанные из одного куска стали; чаще, однако, выпускают складные ножи с рукоятками, отделанными стальными пластинками, которые одновременно исполняют роль несущего каркаса. Естественный недостаток стальных рукояток — общий большой вес ножа и склонность черенка выскальзывать из руки, особенно если она мокрая или испачкана жиром.
Конечно, когда речь идет о ножах с неподвижным клинком, и того, и другого можно избежать: вырезать отверстия в рукоятке или устроить в ней тайник, а поверхность черенка сделать рифленой, то есть нанести на нее острые бороздки. Правда, сложная механическая обработка и бесполезная трата дорогой стали, из которой делают клинки, намного удорожают ножи, и в значительно большей степени, чем повышают их качество. Судя по всему, именно поэтому ножи с неподвижными клинками, обладающие стальными рукоятками, не получили широкого распространения. Иное дело ножи складные. Изящная, благородная форма и возможность выгравировать что-нибудь на боковых гладких поверхностях черенка (скажем: «Любимому Мишеньке в день рождения») сделали очень популярными сконструированные таким образом маленькие представительские ножи (так называемые gentleman's knives). Иногда стальными рукоятками оснащают и складные ножи, предназначенные для выполнения сложных операций (илл. 152).
Матовая поверхность могла бы радикально улучшить хватку, ведь такая поверхность менее скользкая. Но стальные черенки обычно матовыми не делают, поскольку в этом случае увеличивается площадь поверхности, которая соприкасается с окружающей средой, что способствует более быстрому ее ржавлению. Увы, даже нержавеющая сталь ржавеет, когда постоянно соприкасается с человеческим телом.
6
Ножи / Алюминиевые сплавы в рукоятях
« : 30. 11. 2014, 12:42:15 »Алюминиевые сплавы коррозии не подвержены, к тому же их можно анодировать, придавая им любой цвет или даже раскрашивая в несколько цветов. В последние годы входят в моду весело выглядящие цветные рукоятки. Одним из первых серийных ножей с подобным черенком появился на рынке нож «Боа», спроектированный гавайским разработчиком Кеном Онионом (Ken Onion) и выпущенный фирмой Kershaw. Конкуренты оставались позади всего несколько месяцев, после чего фирма Benchmade выбросила на рынок нож Уоррена Осборна (Warren Osborne), рукоятку которого она делает в трех разных цветовых версиях. Фирма Spyderco пошла в этом отношении еще дальше. Она делает поверхности оправы черенка слегка матовыми еще перед тем, как их анодировать, в результате чего рукоятка получается очень приятной на ощупь, «теплой» и лучше держится в ладони (илл. 153 и 154).
Еще одно достоинство алюминиевых рукояток состоит в том, что они очень устойчивы, то есть не прогибаются, сохраняют свою форму при механических нагрузках. Это особенно важно для складных ножей, поскольку от устойчивости рукоятки в решающей степени зависит нормальная работа блокирующего механизма, а стало быть, и безопасность пользования ножом.
К недостаткам анодированного алюминиевого черенка следует отнести то, что декоративное покрытие, даже самое неподатливое для стирания, легко царапается при соприкосновении с металлическими предметами. Монеты или ключи, положенные в тот же карман, что и такой нож, способны очень скоро испортить внешний вид его рукоятки.
Алюминиевые черенки редко используются при изготовлении ножей с неподвижным клинком. Фирменных ножей с алюминиевыми рукоятками совсем немного, я в состоянии вспомнить только два: Gerber Mark 1 и Mark 2.
Титановые сплавы соединяют в себе легкость и антикоррозийность алюминия с упругостью и выносливостью стали. Титановые рукоятки складных ножей не нуждаются в стальной оправе, они и сами успешно справляются с ролью несущего каркаса. Это существенно упрощает конструкцию ножа и уменьшает количество частей, подверженных ржавлению. Матовые и анодированные боковые поверхности позволяют уверенно, не опасаясь соскальзывания, держать рукоятку, которую к тому же можно сделать еще и рифленой. Титан обладает большей жесткостью, чем алюминий, а потому надежнее защищает рукоятку от царапин (впрочем, они все равно видны на ней). Этот материал одинаково пригоден и для рукояток ножей, выполняющих сложную работу, и для изящных ножей, которыми мы пользуемся каждый день, и для ножей представительских тоже (илл. 155). Высокая цена исходного материала и еще более высокая стоимость его последующей обработки объясняют, почему титан редко используется при производстве серийных складных ножей. Тем более нет никакого смысла делать из него рукоятки для ножей с неподвижными клинками, я о подобных моделях вообще никогда не слышал.
Термопластичные синтетические вещества. Рукоятки более легких и более дешевых ножей (так называемых lightweight knives) часто целиком отделываются композиционными материалами из нашпигованного коротенькими (3–5 мм) стекловидными волокнами нейлона. Распространенное коммерческое название такого вещества — zytel. Но поскольку в «счастливом капиталистическом мире» за использование защищенного названия положено платить, причем, как правило, недешево, многие фирмы заменяют его собственным. Например, Spyderco употребляет название FRN (Fiber Reinforced Nylon[19]), что ничуть не расходится с правдой. Независимо от употребляемого названия, такие рукоятки изготовляются способом впрыскивания, что позволяет придавать им практически любую форму и по-разному отделывать их поверхность. Как раз это в сочетании с низкой ценой исходного материала и его обработки привели к широкому использованию термопластичных материалов при производстве фирменных, но не слишком дорогих моделей ножей. Слов нет, они не очень элегантны на вид, но правильная отделка поверхности черенка позволяет надежно держать такой нож в руке, не опасаясь, что он выскользнет, делает его очень стойким к внешним воздействиям — и механическим, и химическим. Из термопластичных материалов изготовляют не только оправу рукоятки (илл. 156 и 157), но порой и целиком всю рукоятку складных ножей (илл. 159). Использование подобного материала при отделке черенка снижает расходы на производство всего ножа, что, например, позволило удерживать на уровне ниже 100 долларов цену выпускаемого из экзотической и достаточно дорогой подшипниковой стали ножа Х-42 Recondo фирмы SOG Specialty Knives.
7
Ножи / Как правильно заточить нож.
« : 30. 11. 2014, 12:40:23 »
Любой мастер знает, что из работы неотточенным ножом кроме мучений ничего не выйдет.
Так что заточка ножа - дело наиважнейшее, не жалейте времени на заточку клинка - оно не пропадет впустую. Гораздо больше времени уйдет на работу тупым инструментом. Для профессиональной заточки требуется терпение, качественная сталь клинка, бруски соответствующей зернистости.
О ТЕРПЕНИИ.
Имейте ввиду, на заточку любого лезвия требуется около получаса, а качественная заточка длинного лезвия с выведением идеальных геометрических форм способна занять и все 30 часов работы. Так что будьте готовы к этому.
О СТАЛИ.
Твердость рабочей стали из которой выполнен клинок (точнее режущая кромка) должна составлять не менее 45 - 60 HRC. Сталь мягче 45 HRC нет смысла затачивать, так как полученная режущая кромка легко сминается, а сталь тверже 60 HRC, хотя и неплохо затачивается, очень быстро тупится - выкрашивается острие.
В домашних условиях твердость стали не очень сложно приблизительно определить надфилем. Если новый надфиль при легком нажиме скользит по стали, а при сильном -слегка сталь цепляет, то твердость стали та, что нужно.
О ТОЧИЛЬНЫХ МАТЕРИАЛАХ.
С брусками и оселками разобраться сложнее. Иностранные фирмы, например, Нортон, Арканзас, Ремингтон, выпускают оселки с красивыми именами типа "Fine India" ("Прекрасная Индия"), "Washita" ("Baшита"), "Clouds over Mississippi" ("Облака над Миссиссиппи"), причем кроме этих имен оселки характеризуются пятизначными номерами. Численно каждый номер соответствует числу абразивных зерен в 1 куб. мм того или иного оселка. Поэтому оселок с номером 15600 - это грубый брусок, годный для затачивания лезвия до заусенца, а бруском с номером 37000 уже можно шлифовать.
У нас градация по размерам абразивных материалов по размерам зерен также существует, но данную информацию указывают только на наждачных кругах, а если вы приобретете брусок, то таких сведений вы не получите. Самое большое, на что можно рассчитывать, это купить брусок в коробочке с надписью "Оселок для доводки опасных бритв". Если такой оселок темно-серого цвета, то это самый мелкозернистый из оселков.
Делают такие оселки из природных сланцев и используют их для самой последней стадии заточки - снятия заусенца, то есть, оселками не точат, а шлифуют. Недостаток камня - мягкость, поэтому он быстро срабатывается, и у него довольно часто надо выравнивать грани (фуговать). При выравнивании граней берут наждачный круге прочным зерном, опускают круг в тазик с водой и точат (трут) на этом круге оселок вручную, пока на оселке не исчезнут "ямы".
Конечно, перед доводочным оселком лезвие обрабатывают более грубым камнем, который пусть каждый подберет сам. В качестве такого оселка подойдут: гранит, алебастр (порода, не порошок), мрамор, плотный песчаник, из которого раньше делали мельничные жернова, обожженный в индукционной печи брусок из мелкозернистого порошка, такие оселки выпускали когда-то для промышленных нужд.
О ТЕХНИКЕ ЗАТОЧКИ.
Заточку клинка начинают грубым бруском, чтобы по всей длине лезвия появился заусенец - тонкая полоска металла, которая образуется на режущей кромке в процессе заточки, а при заточке лезвия с двух сторон перегибается туда-сюда, но не отламывается. Заусенец - это своеобразный показатель, по которому судят, удастся ли наточить лезвие.
После появления заусенца переходят на брусок с зерном помельче. Знаком, что пришла пора менять и этот брусок - полное удаление следов заточки от предыдущего бруска.
А чтобы легче отличить следы от разных брусков, лучше вести заточку или в разных направлениях, то есть при работе один брусок держат под углом 45° к продольной оси ножа, а при переходе на более мелкий брусок последний разворачивают на 90°
На заусенец внимания не обращают и не пытаются оторвать его. Слово, просто точат фаски, меняя бруски (от крупнозернистых к мелкозернистым). И когда подходят к бруску с самым мелким зерном, приступают к удалению заусенца. Его стачивают с обеих сторон лезвия самым мелкозернистым оселком так, чтобы режущая кромка клинка приобрела угол 23 - 45°.
Хочу особо подчеркнуть, что именно заусенец стачивается под нужным углом и этот угол всегда больше, чем углы фаски (слесарь-ножовщик эти фаски, идущие от обушка к лезвию, назовет стяжкой). Эта заточка называется "алмазной", "дамасской", "на две фаски". Эта вторая фаска, которая образовалась после стачивания заусенца, настолько узка, что ее только очень опытный глаз может разглядеть без лупы. Но она является определяющей.
Так вы можете взять два одинаковых ножа, стянутых под углом 15°, заусенец на лезвии одного ножа сточить под углом 25°, а второго - под углом 45°. Разницу не разглядеть и в сильную лупу, а работать они будут по разному: первое лезвие будет легко брить, но быстрее затупится, второе лезвие брить не будет, но работать будет до затупления долго.
Для снятия заусенца мягкие камни типа светлого сланца не годятся, лучше пользоваться алмазным бруском, керамикой, последними номерами Арканзаса, Нортона. После того, как заусенец удален, окончательная доводка сланцем и кожей. Учтите, именно от остроты кромки зависят качество и долгожительство заточки. Поэтому желательно после того, как заусенец при заточке отвалился (отпал), взять деревянный брусок с кожей, наклеенной бахтармой (нижней частью) кверху, натереть кожу пастой ГОИ и отполировать на ней эту кромку.
Хочу сказать, что многие ошибочно думают, что острота лезвия определяется минимальным углом заточки. На самом деле у качественных сталей минимальный угол заточки режущей кромки составляет 23° (по данным проспектов ведущих фирм, выпускающих ножи). Дело в том, что при таком угле кромка при работе лучше всего сохраняет (держит) оптимальную остроту. Поэтому не старайтесь заточить лезвие под меньшим углом.
ПРАКТИЧЕСКИЕ СОВЕТЫ.
Как известно, универсальных ножей не существует. Поэтому угол заточки каждого ножа зависит от назначения последнего. Если кухонным ножом собираются резать сыр, хлеб, колбасу, а рабочим - достаточно мягкие материалы (кожу, бумагу, древесину липы), углы заточки таких ножей минимальные. Если ножом предполагают разделывать мясо, мороженую рыбу, или же нож предназначен для резьбы по дубу, то углы заточки здесь будут больше (30 - 45°). Обеспечить тот или иной угол заточки лезвия ножа или другого инструмента без соответствующего навыка трудно. Поэтому, лучше пользоваться простым приспособлением для формирования нужного угла кромки.
Возьмите деревянный брусок и сделайте из него клин, длина которого в 2.5 раза больше высоты . Установите этот клин на брусок, сверху положите нож, у которого вы собираетесь снять заусенец, двигайте по бруску клин с прижатым к нему ножом лезвием вперед. Такое приспособление автоматически обеспечит правильный угол снятия заусенца. При этом у лезвия с широкой фаской угол заточки режущей кромки получится равным 25 ~ 30°, а у мощного толстого лезвия с узкой фаской - 30 -45° .
Вернемся к заусенцу, который образуется на режущей кромке клинка во время заточки. Оказывается, по виду заусенца можно судить о качестве стали. Идеально, если заусенец выглядит как упругая нить и отлетает после 5-6 перегибаний во время заточки на всю длину. Если же он при заточке крошится кусочками, напоминающими хлопья, то металл, скорее всего, перекален и имеет крупнозернистую структуру. Если заусенец мягкий и перегибается бесконечно, не отпадая, то лезвие недозакалено.
ИЗ ЛИЧНОГО ОПЫТА.
Чем мягче материал с которым вы будете работать, тем мягче надо брать сталь для ножа. Так, для кожи лучше нож из незакаленной косы, чем нож, сделанный из полотна ножовки по металлу. Зависимость проста: чем выше закалка и тверже металл, тем больший угол заточки ему надо делать. При меньшем угле лезвие тупится оттого, что выкрашивается.
Так, сталь твердостью 60 HRC нельзя заточить острее 45°. А из косы вы сделаете тонкий нож-стяжку от 8° до 12" и кромку от 15° до 18°, и нож будет резать легко и долго. К сожалению нет способа определения качества клинка сразу при покупке. Определение твердости надфилем не дает никакого представления о качестве металла. Очень твердый клинок может при работе крошиться. Из двух одинаковых по твердости клинков один будет быстрее тупиться, другой медленнее.
Спрашивать марку стали практически бесполезно, так как технология производства гораздо важнее, чем исходное сырье. То есть, если один кусок металла разделить на три части и дать трем кузнецам, то в результате мы получим три совершенно разных по качеству клинка.
Даже если вы прямо у прилавка пробуете резать ножом дерево, то вы тоже ничего не узнаете. Ведь в первую очередь вы испытываете качество заточки, а не самой стали. К примеру, два ножа сделаны из хорошей стали и технологически правильно, но заточены не совсем хорошо: один туповат, а у второго очень маленький угол заточки, и прямо на глазах лезвие завернулось. Вы оба ножа забракуете и возьмете третий, который режет в данную минуту хорошо, но он может подвести вас завтра. Поэтому выбор ножа - это в первую очередь выбор фирмы, или мастера, которому вы доверяете. Ну а поскольку брак все равно будет попадаться, ведь ошибки неизбежны, то, по крайней мере, можно обменять брак на качественный продукт.
При затачивании клинка на электроточиле пользуйтесь, в основном, стандартными белыми кругами марки ЭБК (24 - 40). Они легко выкрашиваются и не пережигают кромку. Лучше, если электроточило имеет около 1500 об/мин. Высокооборотистые гораздо быстрее сжигают резец, так быстро, что вы не успеваете среагировать. А правильная реакция состоит в том, что при малейшем перегреве окунуть клинок в воду.
Если даже 3-4 раза довести кромку до фиолетового цвета побежалости и мгновенно охладить, то потери твердости не происходит. Конечно, на такие крайности идти намеренно не стоит, поэтому пальцами при заточке держитесь за металл, а не за ручку, чтобы чувствовать нагрев. После выведения фаски и заусенца переходите на ручную работу. Очень важно не усердствовать и не торопиться, не пытаться наточить сильным давлением на режущую кромку. В этом случае на электроточиле вы сожжете кромку, а работая вручную, загубите оселок, проточив на нем яму. То есть добиваться результата надо за определенное время, бес форсажа.
Хотелось бы только предостеречь от использования "резинового" круга (вулканит + алмазная пыль). Трение на этом круге велико и клинки перегреваются мгновенно. Вот, пожалуй, и все. Удачной заточки и работы.
Так что заточка ножа - дело наиважнейшее, не жалейте времени на заточку клинка - оно не пропадет впустую. Гораздо больше времени уйдет на работу тупым инструментом. Для профессиональной заточки требуется терпение, качественная сталь клинка, бруски соответствующей зернистости.
О ТЕРПЕНИИ.
Имейте ввиду, на заточку любого лезвия требуется около получаса, а качественная заточка длинного лезвия с выведением идеальных геометрических форм способна занять и все 30 часов работы. Так что будьте готовы к этому.
О СТАЛИ.
Твердость рабочей стали из которой выполнен клинок (точнее режущая кромка) должна составлять не менее 45 - 60 HRC. Сталь мягче 45 HRC нет смысла затачивать, так как полученная режущая кромка легко сминается, а сталь тверже 60 HRC, хотя и неплохо затачивается, очень быстро тупится - выкрашивается острие.
В домашних условиях твердость стали не очень сложно приблизительно определить надфилем. Если новый надфиль при легком нажиме скользит по стали, а при сильном -слегка сталь цепляет, то твердость стали та, что нужно.
О ТОЧИЛЬНЫХ МАТЕРИАЛАХ.
С брусками и оселками разобраться сложнее. Иностранные фирмы, например, Нортон, Арканзас, Ремингтон, выпускают оселки с красивыми именами типа "Fine India" ("Прекрасная Индия"), "Washita" ("Baшита"), "Clouds over Mississippi" ("Облака над Миссиссиппи"), причем кроме этих имен оселки характеризуются пятизначными номерами. Численно каждый номер соответствует числу абразивных зерен в 1 куб. мм того или иного оселка. Поэтому оселок с номером 15600 - это грубый брусок, годный для затачивания лезвия до заусенца, а бруском с номером 37000 уже можно шлифовать.
У нас градация по размерам абразивных материалов по размерам зерен также существует, но данную информацию указывают только на наждачных кругах, а если вы приобретете брусок, то таких сведений вы не получите. Самое большое, на что можно рассчитывать, это купить брусок в коробочке с надписью "Оселок для доводки опасных бритв". Если такой оселок темно-серого цвета, то это самый мелкозернистый из оселков.
Делают такие оселки из природных сланцев и используют их для самой последней стадии заточки - снятия заусенца, то есть, оселками не точат, а шлифуют. Недостаток камня - мягкость, поэтому он быстро срабатывается, и у него довольно часто надо выравнивать грани (фуговать). При выравнивании граней берут наждачный круге прочным зерном, опускают круг в тазик с водой и точат (трут) на этом круге оселок вручную, пока на оселке не исчезнут "ямы".
Конечно, перед доводочным оселком лезвие обрабатывают более грубым камнем, который пусть каждый подберет сам. В качестве такого оселка подойдут: гранит, алебастр (порода, не порошок), мрамор, плотный песчаник, из которого раньше делали мельничные жернова, обожженный в индукционной печи брусок из мелкозернистого порошка, такие оселки выпускали когда-то для промышленных нужд.
О ТЕХНИКЕ ЗАТОЧКИ.
Заточку клинка начинают грубым бруском, чтобы по всей длине лезвия появился заусенец - тонкая полоска металла, которая образуется на режущей кромке в процессе заточки, а при заточке лезвия с двух сторон перегибается туда-сюда, но не отламывается. Заусенец - это своеобразный показатель, по которому судят, удастся ли наточить лезвие.
После появления заусенца переходят на брусок с зерном помельче. Знаком, что пришла пора менять и этот брусок - полное удаление следов заточки от предыдущего бруска.
А чтобы легче отличить следы от разных брусков, лучше вести заточку или в разных направлениях, то есть при работе один брусок держат под углом 45° к продольной оси ножа, а при переходе на более мелкий брусок последний разворачивают на 90°
На заусенец внимания не обращают и не пытаются оторвать его. Слово, просто точат фаски, меняя бруски (от крупнозернистых к мелкозернистым). И когда подходят к бруску с самым мелким зерном, приступают к удалению заусенца. Его стачивают с обеих сторон лезвия самым мелкозернистым оселком так, чтобы режущая кромка клинка приобрела угол 23 - 45°.
Хочу особо подчеркнуть, что именно заусенец стачивается под нужным углом и этот угол всегда больше, чем углы фаски (слесарь-ножовщик эти фаски, идущие от обушка к лезвию, назовет стяжкой). Эта заточка называется "алмазной", "дамасской", "на две фаски". Эта вторая фаска, которая образовалась после стачивания заусенца, настолько узка, что ее только очень опытный глаз может разглядеть без лупы. Но она является определяющей.
Так вы можете взять два одинаковых ножа, стянутых под углом 15°, заусенец на лезвии одного ножа сточить под углом 25°, а второго - под углом 45°. Разницу не разглядеть и в сильную лупу, а работать они будут по разному: первое лезвие будет легко брить, но быстрее затупится, второе лезвие брить не будет, но работать будет до затупления долго.
Для снятия заусенца мягкие камни типа светлого сланца не годятся, лучше пользоваться алмазным бруском, керамикой, последними номерами Арканзаса, Нортона. После того, как заусенец удален, окончательная доводка сланцем и кожей. Учтите, именно от остроты кромки зависят качество и долгожительство заточки. Поэтому желательно после того, как заусенец при заточке отвалился (отпал), взять деревянный брусок с кожей, наклеенной бахтармой (нижней частью) кверху, натереть кожу пастой ГОИ и отполировать на ней эту кромку.
Хочу сказать, что многие ошибочно думают, что острота лезвия определяется минимальным углом заточки. На самом деле у качественных сталей минимальный угол заточки режущей кромки составляет 23° (по данным проспектов ведущих фирм, выпускающих ножи). Дело в том, что при таком угле кромка при работе лучше всего сохраняет (держит) оптимальную остроту. Поэтому не старайтесь заточить лезвие под меньшим углом.
ПРАКТИЧЕСКИЕ СОВЕТЫ.
Как известно, универсальных ножей не существует. Поэтому угол заточки каждого ножа зависит от назначения последнего. Если кухонным ножом собираются резать сыр, хлеб, колбасу, а рабочим - достаточно мягкие материалы (кожу, бумагу, древесину липы), углы заточки таких ножей минимальные. Если ножом предполагают разделывать мясо, мороженую рыбу, или же нож предназначен для резьбы по дубу, то углы заточки здесь будут больше (30 - 45°). Обеспечить тот или иной угол заточки лезвия ножа или другого инструмента без соответствующего навыка трудно. Поэтому, лучше пользоваться простым приспособлением для формирования нужного угла кромки.
Возьмите деревянный брусок и сделайте из него клин, длина которого в 2.5 раза больше высоты . Установите этот клин на брусок, сверху положите нож, у которого вы собираетесь снять заусенец, двигайте по бруску клин с прижатым к нему ножом лезвием вперед. Такое приспособление автоматически обеспечит правильный угол снятия заусенца. При этом у лезвия с широкой фаской угол заточки режущей кромки получится равным 25 ~ 30°, а у мощного толстого лезвия с узкой фаской - 30 -45° .
Вернемся к заусенцу, который образуется на режущей кромке клинка во время заточки. Оказывается, по виду заусенца можно судить о качестве стали. Идеально, если заусенец выглядит как упругая нить и отлетает после 5-6 перегибаний во время заточки на всю длину. Если же он при заточке крошится кусочками, напоминающими хлопья, то металл, скорее всего, перекален и имеет крупнозернистую структуру. Если заусенец мягкий и перегибается бесконечно, не отпадая, то лезвие недозакалено.
ИЗ ЛИЧНОГО ОПЫТА.
Чем мягче материал с которым вы будете работать, тем мягче надо брать сталь для ножа. Так, для кожи лучше нож из незакаленной косы, чем нож, сделанный из полотна ножовки по металлу. Зависимость проста: чем выше закалка и тверже металл, тем больший угол заточки ему надо делать. При меньшем угле лезвие тупится оттого, что выкрашивается.
Так, сталь твердостью 60 HRC нельзя заточить острее 45°. А из косы вы сделаете тонкий нож-стяжку от 8° до 12" и кромку от 15° до 18°, и нож будет резать легко и долго. К сожалению нет способа определения качества клинка сразу при покупке. Определение твердости надфилем не дает никакого представления о качестве металла. Очень твердый клинок может при работе крошиться. Из двух одинаковых по твердости клинков один будет быстрее тупиться, другой медленнее.
Спрашивать марку стали практически бесполезно, так как технология производства гораздо важнее, чем исходное сырье. То есть, если один кусок металла разделить на три части и дать трем кузнецам, то в результате мы получим три совершенно разных по качеству клинка.
Даже если вы прямо у прилавка пробуете резать ножом дерево, то вы тоже ничего не узнаете. Ведь в первую очередь вы испытываете качество заточки, а не самой стали. К примеру, два ножа сделаны из хорошей стали и технологически правильно, но заточены не совсем хорошо: один туповат, а у второго очень маленький угол заточки, и прямо на глазах лезвие завернулось. Вы оба ножа забракуете и возьмете третий, который режет в данную минуту хорошо, но он может подвести вас завтра. Поэтому выбор ножа - это в первую очередь выбор фирмы, или мастера, которому вы доверяете. Ну а поскольку брак все равно будет попадаться, ведь ошибки неизбежны, то, по крайней мере, можно обменять брак на качественный продукт.
При затачивании клинка на электроточиле пользуйтесь, в основном, стандартными белыми кругами марки ЭБК (24 - 40). Они легко выкрашиваются и не пережигают кромку. Лучше, если электроточило имеет около 1500 об/мин. Высокооборотистые гораздо быстрее сжигают резец, так быстро, что вы не успеваете среагировать. А правильная реакция состоит в том, что при малейшем перегреве окунуть клинок в воду.
Если даже 3-4 раза довести кромку до фиолетового цвета побежалости и мгновенно охладить, то потери твердости не происходит. Конечно, на такие крайности идти намеренно не стоит, поэтому пальцами при заточке держитесь за металл, а не за ручку, чтобы чувствовать нагрев. После выведения фаски и заусенца переходите на ручную работу. Очень важно не усердствовать и не торопиться, не пытаться наточить сильным давлением на режущую кромку. В этом случае на электроточиле вы сожжете кромку, а работая вручную, загубите оселок, проточив на нем яму. То есть добиваться результата надо за определенное время, бес форсажа.
Хотелось бы только предостеречь от использования "резинового" круга (вулканит + алмазная пыль). Трение на этом круге велико и клинки перегреваются мгновенно. Вот, пожалуй, и все. Удачной заточки и работы.
8
Мечи, сабли, кортики / Сталь самураев
« : 04. 11. 2013, 21:09:07 »
СТАЛЬ САМУРАЕВ. Часть 1
Статья Архангельского Л.Б. для журнала "Магнум", 1998г.
Известные по видеофильмам мечи самураев в строгом смысле не являются мечами, представляя собой типичные сабли. В дореволюционной русской литературе изогнутое однолезвийное оружие самураев и называлось не иначе как саблей. Однако сегодня нет смысла пытаться изменить сформировавшуюся традицию, по которой прославленное самурайское оружие называется мечем.
Свой теперешний вид мечи приобрели не ранее 11 века. Первоначально в ходу были мечи с классическим прямым обоюдоострым лезвием длиной около 70 см и шириной около 4 см, которые назывались просто "кен", то есть "меч". В эпоху непрерывных феодальных войн появилось изогнутое, длинное рубящее оружие всадника - "таси" (во многих транскрипциях читается, как "тати", иногда "тачи").
Так назывался самурайский меч, который носился подвешенным к поясу лезвием вниз, как и классическая сабля. Впрочем "таси" - это и есть сабля, но с оригинальной рукоятью. Длина клинка этого оружия достигала 90 см, а его острие было несколько скруглено, поскольку "таси" предназначался главным образом для рубки.
Еще более мощным оружием был "нодати" (иногда читается, как "нодачи") - двуручный изогнутый однолезвийный меч общей длиной более полутора метров.
Однако самым известным самурайским мечем, является "усигана" (в большинстве источников встречается "утигатана"), позднее он стал называться "катана". "Усигана" с укороченным клинком служил дополнением к основному, более мощному мечу "таси". Его носили воткнутым за пояс и, в отличие от "таси", лезвием вверх. Когда "катана" пришел на смену длинному мечу, его часто носили с еще более коротким парным мечем "вакидзаси", название которого переводится как "сбоку воткнутое". Оба меча, образовывали одностильно украшенную пару - "дайсе" (полностью "дайсе-госирае" ,не путать с "дайто").
Hесколько условно можно произвести классификацию оружия по длине клинка. "Танто" должен иметь клинок не короче 30 см и не длиннее 40 см, "вакидзаси" - от 41 до 60 см, "катана" - от 61 до 75 см, "таси" - от 76 до 95 см. "Hодати" традиционно имел клинок длиной 152 см и весил 4 кг.
Говоря о мечах самураев, нужно учитывать особенности оружейного дела в Японии. Каждый меч знатоки могут по некоторым признака отнести к эпохе Кото (до конца 17 века), к Синто (до 19 века), к Синсинто (1781-1876 года) и, наконец, к Геданто - современным мечам. Сложилось убеждение, что старые мечи (Кото) были намного лучше, чем новые (Синто), и что секреты великих мастеров прошлого забыты.
Для определения эпохи изготовления конкретного меча немаловажное значение имеет т. н. "дзитетсу" - цвет и текстура стали. У мечей Кото цвет металла темно-серый, а у Синто и Синсинто - светлый и яркий. У лучших клинков Кото периода Камакура полированная поверхность похожа на темный бархат.
Если оставить в стороне эстетические достоинства мечей разных эпох, то спор о том, клинки какого времени были лучше, можно попытаться разрешить путем сравнительного анализа испытаний. Такие испытания были недавно проведены, и оказалось, что при рубке связок жесткого бамбука лезвия мечей Кото сминались, Синто крошились, а Синсинто и Геданто не повреждались. О причинах такого различия японские специалисты говорят, что в эти периоды при выплавке металла использовалось разное сырье.
Мечи в древности производились в основном мастерами пяти провинций, в каждой из которых использовался свой набор технологических приемов. Hапример, только по одному соотношению в металле клинка железа и стали знаток сразу определит, где он был произведен - в провинции Бидзен или Сагами. Впрочем, с течением времени происходил естественный процесс влияния одной традиции на другую.
В конечном счете, всеяпонским центром производства оружия стала провинция Бидзен и особенно ее столица Осафунэ. Когда во время очередной междоусобной войны в конце 16 века город Осафунэ был сожжен, то вместе с ним погибли и несколько тысяч оружейников, каждый из которых мог производить по 2 - 3 меча в месяц.
К концу 18 века началось возрождение интереса к клинкам Кото периода Камакура и к технике "пяти традиций". Считают, что сохранилось от одного до трех миллионов классных мечей всех времен и множество офицерских мечей заводского производства. Сегодня владелец самурайского меча может получить своего рода паспорт, в котором будут указаны время изготовления меча, стиль и название школы, к которой принадлежал изготовивший его мастер. Hередко указывается и имя мастера.
Паспорт меча называется "оригами" и выдает его японское общество сохранения искусства мечей (Nihon Bijutsu Token Hozon Kyokai). Это общество выделяет четыре класса мечей: особо ценные, ценные, особо сохраняемые и, наконец, просто сохраняемые мечи. Японское государство выделяет два разряда - национальное сокровище и важное достояние культуры. Особо ценных мечей сейчас на учете 117 штук, еще около трех тысяч - ценных. Говорят, что ни один меч, находящийся вне пределов Японии, каким бы он ни был хорошим, официально не признан национальным сокровищем или особо ценным мечем.
Главное своеобразие самурайских мечей, не считая отделки рукояти и ножен, заключается в металле их клинков и в способах его получения. С древнейших времен японские кузнецы использовали при производстве металла для мечей местные железистые пески "сатетсу". После обогащения промывкой в воде, отделяющей пустую породу, сырье обычным порядком пережигалось в сыродутной печи, образуя железную крицу. Затем крицу разрубали на отдельные мелкие куски и снова пережигали в печи. Железные куски науглероживались с поверхности, образуя железно-стальной композит - сырцовую сталь с высоким содержанием углерода.
Эту крицу сырцовой стали, называемую "оросиганэ", расковывали в пластину, закаливали в воде и раскалывали на куски, после чего производили сортировку кусков по качеству, определяя его по виду излома металла. Сырцовая сталь из-за слишком грубой неоднородности и загрязненности шлаками не подходила для производства столь ответственной продукции, как оружие, поэтому требовалась ее предварительная переработка в более или менее однородную сталь путем многократных поковок и сварок.
Производили переработку железистых песков и другим методом, получившим название "татара-процесс". Этот метод пришел в Японию из Манчжурии в незапамятные времена, чуть ли не в 7 веке, и в период Муромаси (1392 - 1572 гг.) получил особое распространение. Последнюю "татара-печь" погасили лишь в 1925 году. Впрочем, через несколько лет одна такая печь снова заработала, чтобы обеспечить сырьем кузнецов-оружейников.
Плавка длилась несколько дней и требовала единовременного использования громадного количества сырья. Одного лишь древесного угля требовалось несколько десятков тонн! Зато в результате использования "татара-процесса" за одну плавку получили 5 тонн металла нескольких сортов, сплавленных в одну массу, называемую "кера". Примерно половину массы "керы" составляла высокоуглеродистая сталь с содержанием углерода до 1,5%. Другой сорт под названием "дзуку" был чугуном обычного состава.
Тяжелый слиток был расколот и кузнецы сортировали обломки по своему усмотрению.
Когда тем или иным способом мастер-оружейник получал исходный сырцовый металл, наступал черед изготовления заготовки полосы меча. Конкретный способ этого изготовления зависел от традиций школы, к которой принадлежал кузнец.
Общим для них было то, что сырцовая сталь из-за слишком грубой неоднородности и загрязненности шлаками считалась непригодной для производства такой ответственной продукции, как оружие. Требовалась ее предварительная переработка в более или менее однородную, мелкоструктурную сталь путем многократных проковок и сварок. Кроме того, при содержании в стали углерода выше 0,8% она после закалки не получается тверже, но становится значительно более хрупкой. Значит, для получения стойкого лезвия требуется удалить из сырцовой стали излишний углерод. Достигалось это выжиганием углерода непосредственно из заготовки клинка при неоднократных сварках и проковках.
Практически это происходило следующим образом: кузнец расковывал кусок сырцовой стали с высоким средним содержанием углерода в пластину, которую закаливал в воде и раскалывал на куски. Эти куски сортировались по виду излома и укладывались на заранее откованную из железа лопатку с длинной ручкой. Лопатка могла делаться и из крупной, аккуратно обколотой пластины сырцовой стали. Полученный таким образом исходный пакет обмазывали глиной для фиксации осколков и проковывали при сварочной температуре.
Задача первой сварки заключалась главным образом в уплотнении рыхлого пакета и наварке отдельных частиц на лопатку. Полученный брикет надрубали поперек и складывали вдвое, затем проваривали в монолит, опять надрубали - теперь уже вдоль - и снова складывали вдвое. Такие операции удвоения могли происходить до 15 раз - в зависимости от состава исходного пакета и пристрастий мастера, поскольку при каждой сварке выгорало некоторое количество углерода, что, в общем-то, и требовалось.
Современными исследованиями было установлено, что при первой сварке рыхлого пакета с большой суммарной поверхностью частиц выгорает примерно 0,3% углерода. При каждом из последующих удвоений снижение содержания углерода составляет уже только 0,03%. Металл считался готовым, когда содержание углерода снижали до уровня около 0,8%. Впрочем некоторые мастера стремились изготовить менее твердый, но вязкий металл, а другие, напротив, предпочитали высокоуглеродистые лезвия со свойствами стеклянного осколка.
После многочисленных сварок с удвоением условное количество слоев в металле могло достигать нескольких миллионов. Условное потому, что в результате диффузии металла их оставалось только несколько десятков тысяч. Мне говорили, что специалисты Музея оружия в Золингене (Германия) обещали солидную премию тому, кто предъявит клинок, в котором реально более 50 000 слоев.
Дальнейшие действия кузнеца определялись тем, какого стиля он придерживался и к какой школе принадлежал. Сейчас известны имена 32000 японских оружейников, принадлежавших к одной из 1800 школ. Естественно, что каждая школа, вслед за ее основателем, придерживалась своего взгляда на искусство изготовления меча из имеющегося под рукой сырья, не говоря о том, что мастера имели свои личные секреты и излюбленные технологические приемы. Общее правило для всех и на все времена - длинный меч должен иметь твердое лезвие, а все остальные части клинка должны быть менее твердыми, но весьма вязкими.
СТАЛЬ САМУРАЕВ. Часть 2
Многочисленные схемы строения японских клинков можно свести к нескольким основным вариантам с собственными названиями. В журнальной статье нет смысла "растекаться мыслью по древу", поэтому объединим их в три основных группы. К первой принадлежат трехслойные клинки, твердое и хрупкое лезвие которых обварено с обеих сторон мягкими железными обкладками. Иногда эти обкладки делают клиновидного сечения, и после сварки на обухе меча получается много железа и мало стали, а в области лезвия - наоборот. Эта базовая схема носит название "сан-май".
Логичным развитием этой схемы, повышающей стойкость клинка при сильных ударах, является технологический прием, при котором стальное лезвие обертывается с трех сторон вязкой "рубашкой". Этот прием называется очень поэтично - "вковывание в обратную сторону панциря черепахи". Зачастую для упрощения сварки на обух просто наваривали железный пруток, а затем полученную основу обваривали плоскими обкладками.
Принципиально противоположная схема развилась в провинции Бидзен, где придающую клинку стойкость железную основу обертывали высокопрочной стальной "рубашкой", из замкнутой части которой и отковывалось лезвие. Такое строение называется "кобу-си" или, иначе, "пол-кулака", т.е. "горсть". Схема хорошая и даже отличная, но требующая сложных методов закалки для обеспечения эластичности клинка. Такие же методы закалки применялись и при изготовлении цельностального клинка, что было нередким в военное время. Говорят, армейские офицерские "катаны" ковались даже из рельсов.
Hа хорошо отполированном клинке самурайского меча бросается в глаза проходящая вдоль него линия "хамон", нередко и не совсем правильно называемая "линией закалки". При внимательном рассмотрении оказывается, что структура и цвет металла по обе стороны этой линии разные - твердое лезвие дымчатое, а более мягкая часть клинка, называемая "дзиганэ", зеркально блестящая. Hа высококлассных мечах "дзиганэ" имеет характерный узор, схожий с узором дамасской стали. Этот узор японцы называют "хада", что в переводе значит "кожа, поверхность".
Основных разновидностей "хады" четыре - "масамэ-хада", "итамэ-хада", "ая-суги-хада" и "мокумэ-хада". Полосатый узор "масамэ" образуется практически параллельными и непрерывными по всей длине клинка линиями. Эта непрерывность и параллельность линий, крайне редкая в европейском оружии, достигалась в результате расковки заготовок обкладок в положении "на ребро", т.е. удары наносились в торец слоям. Своеобразная структура практически не искажалась при последующей ковке и шлифовке, поэтому выделяющий плавный изгиб клинка узор получался весьма четким. Этот строгий узор следует отличать от обычных полосатых разновидностей малослойного "дикого Дамаска", которые часто имеют некоторую мелкую извилистость границ слоев.
Фибровидный узор "итамэ" соответствует узору "дикого" европейского Дамаска. Так же как и в Европе, на клинках японского "дикого Дамаска" встречаются и участки с относительно прямыми линиями, которые нетрудно отличить от чистого "масамэ". Высоко ценится узор "ко-итамэ". Приставка "ко" в названии этой разновидности узора значит "мелкая, короткая". Таким образом, узор "ко-итамэ" свидетельствует о большом количестве слоев, аккуратно "перемешанных" в процессе ковки.
Регулярная крупная волнистость узора "ая-суги" достигается обычной нарезкой напильником или набивкой штампом с двух краев каждой стороны слоистой заготовки встречных углублений, смещеных на полшага. Особенностью этого типа узора является крупная, плавная волнистость, проходящая по оси клинка. Возможен, впрочем, и прием скручивания заготовки участками, когда каждый следующий участок поворачивается строго на 90 градусов в другую сторону относительно предыдущего. В европейском клинковом оружии этот прием изредка применяли для получения узора "женские локоны" или "скрученные волосы".
За схожесть "мокумэ-хады" с узором высококлассного булата такую сталь иногда называют японским булатом. Однако металл с узором типа "мокумэ" не является литым булатом, а представляет собой типичный сварочный железо-стальной композит, причем, вероятно, волокнистую его разновидность. "Мокумэ-ганэ" в примерном переводе означает "металлическая древесина". Имеется в виду древесина со спутанной и свилеватой структурой - как у карельской березы.
Hа некоторых клинках можно увидеть россыпь отдельных блестящих точек, называемых "ни". Считается, что они представляют собой отдельные крупные кристаллы закаленной стали, проявившиеся в мягкой основе. Думаю, что точки "ни" могут представлять из себя крупные карбиды высокой твердости. Если скопления "ни" тяготеют к линии "хамон", то она приобретает несколько размытый характер. Как говорят поэтично настроенные японцы, линия "хамон" хорошего меча напоминает покрытое сугробами снежное поле, и скопления "ни" иногда выглядят, как спокойно падающий хлопьями снег, а иногда - как снег взлетающий, несо-мый завихрениями вьюги.
Твердое лезвие отделено от мягкой основы клинка переходной зоной "хабути", в которой, кроме точек "ни", после полировки проявляется молочно-белая линия "ниои". Еще во времена Кото в зоне "хабути" появились "аси" - узкие полоски "ниои", как бы отростки полутвердой стали, вырастающие в сторону закаленного лезвия. "Аси" предотвращали выкрашивание больших кусков лезвия при сильных ударах. Эти полоски могут придавать линии "хамон" вид рваного края, который особо восторженно настроенные любители называют "пламенеющим". Сами японцы этот весьма популярный сегодня вид называют "тсдзи хамон".
Линия "хамон" может образоваться из-за составного строения клинка, поскольку при его обточке и шлифовке твердая сердцевина, образующая лезвие, выступает из обкладок. Вид линии, разделяющей вязкий металл обкладок и твердую сталь лезвия, может быть весьма разнообразным и разнообразием этим можно управлять (в весьма ограниченных пределах) путем всяческих надпилов и надрубов заготовки клинка.
Другой принцип образования линии "хамон" дал повод называть ее "линией закалки". Если при трехслойной и ей подобным схемам закалка ничем в принципе не отличалась от обычных способов, то закалка клинков, изготовленных по схеме "кобуси", была довольно оригинальной, и образование видимой линии "хамон" происходило особым образом. Японские кузнецы, строго придерживаясь незыблемого принципа "твердое лезвие - мягкий обух", применяли технологию, которую в раннем средневековье иногда использовали и в Европе.
Клинок обмазывался глиной таким образом, что лезвие оставалось открытым. Затем, после высыхания обмазки, клинок осторожно нагревали и закаливали в воде. Теплопроводность глины невысокая, поэтому закрытые части клинка охлаждались медленно с образованием мягких закалочных структур, а открытое лезвие закаливалось "насухо". У японских оружейников доступная огню закаленная часть клинка так и называется - "яки-ба", что переводится как "обожженное лезвие".
Позже некоторые японские оружейники стали применять несколько видоизмененную технологию обмазки глиной. Hапример, при придании сложной формы "линии закалки" тонкие наплывы глины на лезвие часто отваливались. Поэтому стали покрывать глиной весь клинок, начиная с лезвия, а необходимого различия в скоростях охлаждения достигали изменением толщины наносимой обмазки.
Hа смену великим мастерам эпохи Кото, ценившим строгую красоту разумной достаточности, пришли оружейники, большое внимание уделяющие внешней красивости клинка. Если Масамунэ (да и Мурамаса тоже) ограничивались созданием волнистой линии "хамон", то позже возникли весьма причудливые ее разновидности типа "хризантемы в воде" или "цветущей гвоздики".
Повышенное внимание стали уделять разнообразным блестящим точечкам и пятнышкам на поверхности клинков, а для их выявления довели полировку до невероятного совершенства. Шлифовку производят иногда на 12-15 камнях разной зернистости, и длится она около двух недель. Само собой разумеется, что такой дорогой отделке, стоящей несколько тысяч долларов, подвергаются лишь высококлассные мечи, на которых умелым проявлением структуры полировщики раскрывают строение клинка, и возникает эффект полупрозрачности металла.
Боевые достоинства самурайских мечей описаны неоднократно, причем в самых восторженных тонах. Hапример, из издания в издание кочует легенда о том, что нельзя подставлять под удар армейской "катаны" винтовку или автомат, поскольку они легко перерубаются, причем вместе с их владельцем. В годы Второй мировой войны был снят пропагандистский фильм, в котором мастер фехтования классной "катаной" перерубил ствол пулемета. Однако очевидно, что простой вояка фабричным клинком этого сделать не сможет. Лезвия многих "катан" даже ручной работы легко пилятся напильником, другие гнутся уже от небольших усилий, как простая железка, поэтому заповедь "не сотвори себе кумира" полностью относится и к любителям оружия, склонным превозносить иноземную экзотику. Всегда следует отличать ширпотреб от творений больших мастеров
Статья Архангельского Л.Б. для журнала "Магнум", 1998г.
Известные по видеофильмам мечи самураев в строгом смысле не являются мечами, представляя собой типичные сабли. В дореволюционной русской литературе изогнутое однолезвийное оружие самураев и называлось не иначе как саблей. Однако сегодня нет смысла пытаться изменить сформировавшуюся традицию, по которой прославленное самурайское оружие называется мечем.
Свой теперешний вид мечи приобрели не ранее 11 века. Первоначально в ходу были мечи с классическим прямым обоюдоострым лезвием длиной около 70 см и шириной около 4 см, которые назывались просто "кен", то есть "меч". В эпоху непрерывных феодальных войн появилось изогнутое, длинное рубящее оружие всадника - "таси" (во многих транскрипциях читается, как "тати", иногда "тачи").
Так назывался самурайский меч, который носился подвешенным к поясу лезвием вниз, как и классическая сабля. Впрочем "таси" - это и есть сабля, но с оригинальной рукоятью. Длина клинка этого оружия достигала 90 см, а его острие было несколько скруглено, поскольку "таси" предназначался главным образом для рубки.
Еще более мощным оружием был "нодати" (иногда читается, как "нодачи") - двуручный изогнутый однолезвийный меч общей длиной более полутора метров.
Однако самым известным самурайским мечем, является "усигана" (в большинстве источников встречается "утигатана"), позднее он стал называться "катана". "Усигана" с укороченным клинком служил дополнением к основному, более мощному мечу "таси". Его носили воткнутым за пояс и, в отличие от "таси", лезвием вверх. Когда "катана" пришел на смену длинному мечу, его часто носили с еще более коротким парным мечем "вакидзаси", название которого переводится как "сбоку воткнутое". Оба меча, образовывали одностильно украшенную пару - "дайсе" (полностью "дайсе-госирае" ,не путать с "дайто").
Hесколько условно можно произвести классификацию оружия по длине клинка. "Танто" должен иметь клинок не короче 30 см и не длиннее 40 см, "вакидзаси" - от 41 до 60 см, "катана" - от 61 до 75 см, "таси" - от 76 до 95 см. "Hодати" традиционно имел клинок длиной 152 см и весил 4 кг.
Говоря о мечах самураев, нужно учитывать особенности оружейного дела в Японии. Каждый меч знатоки могут по некоторым признака отнести к эпохе Кото (до конца 17 века), к Синто (до 19 века), к Синсинто (1781-1876 года) и, наконец, к Геданто - современным мечам. Сложилось убеждение, что старые мечи (Кото) были намного лучше, чем новые (Синто), и что секреты великих мастеров прошлого забыты.
Для определения эпохи изготовления конкретного меча немаловажное значение имеет т. н. "дзитетсу" - цвет и текстура стали. У мечей Кото цвет металла темно-серый, а у Синто и Синсинто - светлый и яркий. У лучших клинков Кото периода Камакура полированная поверхность похожа на темный бархат.
Если оставить в стороне эстетические достоинства мечей разных эпох, то спор о том, клинки какого времени были лучше, можно попытаться разрешить путем сравнительного анализа испытаний. Такие испытания были недавно проведены, и оказалось, что при рубке связок жесткого бамбука лезвия мечей Кото сминались, Синто крошились, а Синсинто и Геданто не повреждались. О причинах такого различия японские специалисты говорят, что в эти периоды при выплавке металла использовалось разное сырье.
Мечи в древности производились в основном мастерами пяти провинций, в каждой из которых использовался свой набор технологических приемов. Hапример, только по одному соотношению в металле клинка железа и стали знаток сразу определит, где он был произведен - в провинции Бидзен или Сагами. Впрочем, с течением времени происходил естественный процесс влияния одной традиции на другую.
В конечном счете, всеяпонским центром производства оружия стала провинция Бидзен и особенно ее столица Осафунэ. Когда во время очередной междоусобной войны в конце 16 века город Осафунэ был сожжен, то вместе с ним погибли и несколько тысяч оружейников, каждый из которых мог производить по 2 - 3 меча в месяц.
К концу 18 века началось возрождение интереса к клинкам Кото периода Камакура и к технике "пяти традиций". Считают, что сохранилось от одного до трех миллионов классных мечей всех времен и множество офицерских мечей заводского производства. Сегодня владелец самурайского меча может получить своего рода паспорт, в котором будут указаны время изготовления меча, стиль и название школы, к которой принадлежал изготовивший его мастер. Hередко указывается и имя мастера.
Паспорт меча называется "оригами" и выдает его японское общество сохранения искусства мечей (Nihon Bijutsu Token Hozon Kyokai). Это общество выделяет четыре класса мечей: особо ценные, ценные, особо сохраняемые и, наконец, просто сохраняемые мечи. Японское государство выделяет два разряда - национальное сокровище и важное достояние культуры. Особо ценных мечей сейчас на учете 117 штук, еще около трех тысяч - ценных. Говорят, что ни один меч, находящийся вне пределов Японии, каким бы он ни был хорошим, официально не признан национальным сокровищем или особо ценным мечем.
Главное своеобразие самурайских мечей, не считая отделки рукояти и ножен, заключается в металле их клинков и в способах его получения. С древнейших времен японские кузнецы использовали при производстве металла для мечей местные железистые пески "сатетсу". После обогащения промывкой в воде, отделяющей пустую породу, сырье обычным порядком пережигалось в сыродутной печи, образуя железную крицу. Затем крицу разрубали на отдельные мелкие куски и снова пережигали в печи. Железные куски науглероживались с поверхности, образуя железно-стальной композит - сырцовую сталь с высоким содержанием углерода.
Эту крицу сырцовой стали, называемую "оросиганэ", расковывали в пластину, закаливали в воде и раскалывали на куски, после чего производили сортировку кусков по качеству, определяя его по виду излома металла. Сырцовая сталь из-за слишком грубой неоднородности и загрязненности шлаками не подходила для производства столь ответственной продукции, как оружие, поэтому требовалась ее предварительная переработка в более или менее однородную сталь путем многократных поковок и сварок.
Производили переработку железистых песков и другим методом, получившим название "татара-процесс". Этот метод пришел в Японию из Манчжурии в незапамятные времена, чуть ли не в 7 веке, и в период Муромаси (1392 - 1572 гг.) получил особое распространение. Последнюю "татара-печь" погасили лишь в 1925 году. Впрочем, через несколько лет одна такая печь снова заработала, чтобы обеспечить сырьем кузнецов-оружейников.
Плавка длилась несколько дней и требовала единовременного использования громадного количества сырья. Одного лишь древесного угля требовалось несколько десятков тонн! Зато в результате использования "татара-процесса" за одну плавку получили 5 тонн металла нескольких сортов, сплавленных в одну массу, называемую "кера". Примерно половину массы "керы" составляла высокоуглеродистая сталь с содержанием углерода до 1,5%. Другой сорт под названием "дзуку" был чугуном обычного состава.
Тяжелый слиток был расколот и кузнецы сортировали обломки по своему усмотрению.
Когда тем или иным способом мастер-оружейник получал исходный сырцовый металл, наступал черед изготовления заготовки полосы меча. Конкретный способ этого изготовления зависел от традиций школы, к которой принадлежал кузнец.
Общим для них было то, что сырцовая сталь из-за слишком грубой неоднородности и загрязненности шлаками считалась непригодной для производства такой ответственной продукции, как оружие. Требовалась ее предварительная переработка в более или менее однородную, мелкоструктурную сталь путем многократных проковок и сварок. Кроме того, при содержании в стали углерода выше 0,8% она после закалки не получается тверже, но становится значительно более хрупкой. Значит, для получения стойкого лезвия требуется удалить из сырцовой стали излишний углерод. Достигалось это выжиганием углерода непосредственно из заготовки клинка при неоднократных сварках и проковках.
Практически это происходило следующим образом: кузнец расковывал кусок сырцовой стали с высоким средним содержанием углерода в пластину, которую закаливал в воде и раскалывал на куски. Эти куски сортировались по виду излома и укладывались на заранее откованную из железа лопатку с длинной ручкой. Лопатка могла делаться и из крупной, аккуратно обколотой пластины сырцовой стали. Полученный таким образом исходный пакет обмазывали глиной для фиксации осколков и проковывали при сварочной температуре.
Задача первой сварки заключалась главным образом в уплотнении рыхлого пакета и наварке отдельных частиц на лопатку. Полученный брикет надрубали поперек и складывали вдвое, затем проваривали в монолит, опять надрубали - теперь уже вдоль - и снова складывали вдвое. Такие операции удвоения могли происходить до 15 раз - в зависимости от состава исходного пакета и пристрастий мастера, поскольку при каждой сварке выгорало некоторое количество углерода, что, в общем-то, и требовалось.
Современными исследованиями было установлено, что при первой сварке рыхлого пакета с большой суммарной поверхностью частиц выгорает примерно 0,3% углерода. При каждом из последующих удвоений снижение содержания углерода составляет уже только 0,03%. Металл считался готовым, когда содержание углерода снижали до уровня около 0,8%. Впрочем некоторые мастера стремились изготовить менее твердый, но вязкий металл, а другие, напротив, предпочитали высокоуглеродистые лезвия со свойствами стеклянного осколка.
После многочисленных сварок с удвоением условное количество слоев в металле могло достигать нескольких миллионов. Условное потому, что в результате диффузии металла их оставалось только несколько десятков тысяч. Мне говорили, что специалисты Музея оружия в Золингене (Германия) обещали солидную премию тому, кто предъявит клинок, в котором реально более 50 000 слоев.
Дальнейшие действия кузнеца определялись тем, какого стиля он придерживался и к какой школе принадлежал. Сейчас известны имена 32000 японских оружейников, принадлежавших к одной из 1800 школ. Естественно, что каждая школа, вслед за ее основателем, придерживалась своего взгляда на искусство изготовления меча из имеющегося под рукой сырья, не говоря о том, что мастера имели свои личные секреты и излюбленные технологические приемы. Общее правило для всех и на все времена - длинный меч должен иметь твердое лезвие, а все остальные части клинка должны быть менее твердыми, но весьма вязкими.
СТАЛЬ САМУРАЕВ. Часть 2
Многочисленные схемы строения японских клинков можно свести к нескольким основным вариантам с собственными названиями. В журнальной статье нет смысла "растекаться мыслью по древу", поэтому объединим их в три основных группы. К первой принадлежат трехслойные клинки, твердое и хрупкое лезвие которых обварено с обеих сторон мягкими железными обкладками. Иногда эти обкладки делают клиновидного сечения, и после сварки на обухе меча получается много железа и мало стали, а в области лезвия - наоборот. Эта базовая схема носит название "сан-май".
Логичным развитием этой схемы, повышающей стойкость клинка при сильных ударах, является технологический прием, при котором стальное лезвие обертывается с трех сторон вязкой "рубашкой". Этот прием называется очень поэтично - "вковывание в обратную сторону панциря черепахи". Зачастую для упрощения сварки на обух просто наваривали железный пруток, а затем полученную основу обваривали плоскими обкладками.
Принципиально противоположная схема развилась в провинции Бидзен, где придающую клинку стойкость железную основу обертывали высокопрочной стальной "рубашкой", из замкнутой части которой и отковывалось лезвие. Такое строение называется "кобу-си" или, иначе, "пол-кулака", т.е. "горсть". Схема хорошая и даже отличная, но требующая сложных методов закалки для обеспечения эластичности клинка. Такие же методы закалки применялись и при изготовлении цельностального клинка, что было нередким в военное время. Говорят, армейские офицерские "катаны" ковались даже из рельсов.
Hа хорошо отполированном клинке самурайского меча бросается в глаза проходящая вдоль него линия "хамон", нередко и не совсем правильно называемая "линией закалки". При внимательном рассмотрении оказывается, что структура и цвет металла по обе стороны этой линии разные - твердое лезвие дымчатое, а более мягкая часть клинка, называемая "дзиганэ", зеркально блестящая. Hа высококлассных мечах "дзиганэ" имеет характерный узор, схожий с узором дамасской стали. Этот узор японцы называют "хада", что в переводе значит "кожа, поверхность".
Основных разновидностей "хады" четыре - "масамэ-хада", "итамэ-хада", "ая-суги-хада" и "мокумэ-хада". Полосатый узор "масамэ" образуется практически параллельными и непрерывными по всей длине клинка линиями. Эта непрерывность и параллельность линий, крайне редкая в европейском оружии, достигалась в результате расковки заготовок обкладок в положении "на ребро", т.е. удары наносились в торец слоям. Своеобразная структура практически не искажалась при последующей ковке и шлифовке, поэтому выделяющий плавный изгиб клинка узор получался весьма четким. Этот строгий узор следует отличать от обычных полосатых разновидностей малослойного "дикого Дамаска", которые часто имеют некоторую мелкую извилистость границ слоев.
Фибровидный узор "итамэ" соответствует узору "дикого" европейского Дамаска. Так же как и в Европе, на клинках японского "дикого Дамаска" встречаются и участки с относительно прямыми линиями, которые нетрудно отличить от чистого "масамэ". Высоко ценится узор "ко-итамэ". Приставка "ко" в названии этой разновидности узора значит "мелкая, короткая". Таким образом, узор "ко-итамэ" свидетельствует о большом количестве слоев, аккуратно "перемешанных" в процессе ковки.
Регулярная крупная волнистость узора "ая-суги" достигается обычной нарезкой напильником или набивкой штампом с двух краев каждой стороны слоистой заготовки встречных углублений, смещеных на полшага. Особенностью этого типа узора является крупная, плавная волнистость, проходящая по оси клинка. Возможен, впрочем, и прием скручивания заготовки участками, когда каждый следующий участок поворачивается строго на 90 градусов в другую сторону относительно предыдущего. В европейском клинковом оружии этот прием изредка применяли для получения узора "женские локоны" или "скрученные волосы".
За схожесть "мокумэ-хады" с узором высококлассного булата такую сталь иногда называют японским булатом. Однако металл с узором типа "мокумэ" не является литым булатом, а представляет собой типичный сварочный железо-стальной композит, причем, вероятно, волокнистую его разновидность. "Мокумэ-ганэ" в примерном переводе означает "металлическая древесина". Имеется в виду древесина со спутанной и свилеватой структурой - как у карельской березы.
Hа некоторых клинках можно увидеть россыпь отдельных блестящих точек, называемых "ни". Считается, что они представляют собой отдельные крупные кристаллы закаленной стали, проявившиеся в мягкой основе. Думаю, что точки "ни" могут представлять из себя крупные карбиды высокой твердости. Если скопления "ни" тяготеют к линии "хамон", то она приобретает несколько размытый характер. Как говорят поэтично настроенные японцы, линия "хамон" хорошего меча напоминает покрытое сугробами снежное поле, и скопления "ни" иногда выглядят, как спокойно падающий хлопьями снег, а иногда - как снег взлетающий, несо-мый завихрениями вьюги.
Твердое лезвие отделено от мягкой основы клинка переходной зоной "хабути", в которой, кроме точек "ни", после полировки проявляется молочно-белая линия "ниои". Еще во времена Кото в зоне "хабути" появились "аси" - узкие полоски "ниои", как бы отростки полутвердой стали, вырастающие в сторону закаленного лезвия. "Аси" предотвращали выкрашивание больших кусков лезвия при сильных ударах. Эти полоски могут придавать линии "хамон" вид рваного края, который особо восторженно настроенные любители называют "пламенеющим". Сами японцы этот весьма популярный сегодня вид называют "тсдзи хамон".
Линия "хамон" может образоваться из-за составного строения клинка, поскольку при его обточке и шлифовке твердая сердцевина, образующая лезвие, выступает из обкладок. Вид линии, разделяющей вязкий металл обкладок и твердую сталь лезвия, может быть весьма разнообразным и разнообразием этим можно управлять (в весьма ограниченных пределах) путем всяческих надпилов и надрубов заготовки клинка.
Другой принцип образования линии "хамон" дал повод называть ее "линией закалки". Если при трехслойной и ей подобным схемам закалка ничем в принципе не отличалась от обычных способов, то закалка клинков, изготовленных по схеме "кобуси", была довольно оригинальной, и образование видимой линии "хамон" происходило особым образом. Японские кузнецы, строго придерживаясь незыблемого принципа "твердое лезвие - мягкий обух", применяли технологию, которую в раннем средневековье иногда использовали и в Европе.
Клинок обмазывался глиной таким образом, что лезвие оставалось открытым. Затем, после высыхания обмазки, клинок осторожно нагревали и закаливали в воде. Теплопроводность глины невысокая, поэтому закрытые части клинка охлаждались медленно с образованием мягких закалочных структур, а открытое лезвие закаливалось "насухо". У японских оружейников доступная огню закаленная часть клинка так и называется - "яки-ба", что переводится как "обожженное лезвие".
Позже некоторые японские оружейники стали применять несколько видоизмененную технологию обмазки глиной. Hапример, при придании сложной формы "линии закалки" тонкие наплывы глины на лезвие часто отваливались. Поэтому стали покрывать глиной весь клинок, начиная с лезвия, а необходимого различия в скоростях охлаждения достигали изменением толщины наносимой обмазки.
Hа смену великим мастерам эпохи Кото, ценившим строгую красоту разумной достаточности, пришли оружейники, большое внимание уделяющие внешней красивости клинка. Если Масамунэ (да и Мурамаса тоже) ограничивались созданием волнистой линии "хамон", то позже возникли весьма причудливые ее разновидности типа "хризантемы в воде" или "цветущей гвоздики".
Повышенное внимание стали уделять разнообразным блестящим точечкам и пятнышкам на поверхности клинков, а для их выявления довели полировку до невероятного совершенства. Шлифовку производят иногда на 12-15 камнях разной зернистости, и длится она около двух недель. Само собой разумеется, что такой дорогой отделке, стоящей несколько тысяч долларов, подвергаются лишь высококлассные мечи, на которых умелым проявлением структуры полировщики раскрывают строение клинка, и возникает эффект полупрозрачности металла.
Боевые достоинства самурайских мечей описаны неоднократно, причем в самых восторженных тонах. Hапример, из издания в издание кочует легенда о том, что нельзя подставлять под удар армейской "катаны" винтовку или автомат, поскольку они легко перерубаются, причем вместе с их владельцем. В годы Второй мировой войны был снят пропагандистский фильм, в котором мастер фехтования классной "катаной" перерубил ствол пулемета. Однако очевидно, что простой вояка фабричным клинком этого сделать не сможет. Лезвия многих "катан" даже ручной работы легко пилятся напильником, другие гнутся уже от небольших усилий, как простая железка, поэтому заповедь "не сотвори себе кумира" полностью относится и к любителям оружия, склонным превозносить иноземную экзотику. Всегда следует отличать ширпотреб от творений больших мастеров
9
Мечи, сабли, кортики / Тайны японского булата. Часть 1
« : 04. 11. 2013, 20:56:57 »
Из истории японской культуры
Роль холодного оружия в Японии никогда не ограничивалась его чисто утилитарным военным предназначением. Меч является одной из трех священных регалий бронзовое зеркало Ята-но кагами, яшмовые подвески Ясакани-но Магатама и меч Кусанаги-но Цуруги, полученных предками нынешнего императорского рода непосредственно от богов, и потому имеет еще и сакральную функцию.
Обладание мечом ставило его владельца на определенную социальную ступень. Ведь простолюдинам крестьянам, ремесленникам, купцам было отказано в праве ношения холодного оружия. Не тугой кошелек или количество слуг, а меч, заткнутый за пояс,
служил бесспорным свидетельством принадлежности человека к придворной знати или самурайскому сословию.
В течение многих веков меч считался овеществленной душой воина. Но для японцев мечи, особенно древние, являются еще и произведениями высочайшего искусства, они передаются от поколения к поколению как бесценные сокровища, хранятся в экспозициях национальных музеев наряду с прочими шедеврами культуры. Когда появились первые мечи на территории Японии, сказать трудно. Легендарный меч Кусанаги-но Цуруги, как утверждают официальные мифы, был извлечен богом Сусаноо из хвоста поверженного им дракона. Однако на самом деле ситуация с первыми мечами была несколько прозаичнее. Их наряду с прочими товарами ввозили с континента из Китая и Кореи.
Самые древние образцы мечей были обнаружены в захоронениях периода Кофун (300-710 гг.). Хотя они жестоко пострадали от ржавчины, по тому, что осталось, можно было составить представление, как они выглядели. У них были короткие прямые лезвия с
остро отточенным концом, очевидно, ими не рубили, а кололи. Специалисты именуют их дзёкото древние мечи.
Примерно с конца VIII века мечи стали менять свою форму, их делали более длинными и чуть изогнутыми. Но главное заключалось в другом. Старые мечи кото, как их теперь именуют, приобрели несравненные качества благодаря искусству японских кузнецов. Имея только эмпирические представления о металлургических технологиях, они путем многочисленных проб и ошибок приблизились к пониманию того, как сделать лезвие меча достаточно острым, но не хрупким. Во многом качества меча зависят от содержания углерода в стали, а также от способа закалки. Снижение количества углерода, что достигалось длительной ковкой, делало
сталь мягкой, перенасыщенность жесткой, но очень хрупкой. Европейские оружейники искали выход из этой дилеммы на путях разумного компромисса, на Ближнем Востоке с помощью оригинальных сплавов, в том числе легендарного булата.
Японцы избрали свой путь. Они компоновали полотно меча из нескольких сортов стали, обладавших различными качествами. Очень жесткая и потому способная быть очень острой режущая кромка сплавлялась с более мягким и гибким полотном с пониженным содержанием углерода. Чаще всего изготовлением мечей в то время занимались горные отшельники ямабуси, исповедывавшие аскетизм и религиозную отрешенность. Но и кузнецы, изготовлявшие оружие в феодальных замках и ремесленных посадах, тоже превращали ковку меча в некое религиозное действо. Мастера, придерживавшиеся в это время строгого воздержания в еде, питье и общении с женщинами, приступали к работе только после обряда очищения, облачившись в церемониальные одеяния и украсив наковальню священными символами синтоизма рисовой веревкой и бумажными полосками.
Технология ковки, судя по всему, тоже была необычной. Отобранные куски железа тщательно обрабатывались на наковальне, потом получившийся слиток перерубали зубилом, складывали пополам и снова отковывали. Так продолжалось многократно. Куски
стали с различными характеристиками (их число достигало пяти отдельно для лезвия, сердечника, боковых покрытий и тыльной части меча) компоновались один с другим и скреплялись ковкой. В результате этого длительного и трудоемкого процесса структура кото становилась многослойной и состояла (это видно только под микроскопом, а старые мастера судили об этом по цвету и текстуре металла) из тысяч пластинчатых слоев, каждый с собственными показателями вязкости и хрупкости, определяемыми содержанием углерода.
Значение имели и тщательно выровненная поверхность наковальни, и скрупулезный подбор молотов, и сила ударов молотобойца.
Потом начинался длительный процесс закалки. Каждую часть меча надо было нагревать и остужать по-своему, поэтому заготовка покрывалась слоем глины различной толщины, что позволяло не только варьировать степень нагрева в горне, но и давало возможность
нанесения волнистого узора на лезвие.
Когда работа кузнеца завершалась, изделие передавалось полировщику, использовавшему для этого десятки точильных камней, куски кожи разной толщины и, наконец, подушечки собственных пальцев. Между тем другой мастер изготавливал деревянные ножны. В ход
шла в основном древесина хоноки магнолии, потому что она эффективно предохраняла меч от ржавчины. Рукоять меча и ножны украшались декоративными накладками из мягкого металла и хитроумными узорами из накрученного жгута.
Изначально большинство мечей кото производилось в провинции Ямато и соседней с ней Ямасиро. Наивысшего расцвета мастерство старых кузнецов достигло в период Камакура (1185-1333). Их изделия и поныне поражают великолепным качеством и артистизмом
дизайна. Мечи носили в ножнах, прикрепленных двумя ремнями к поясу, лезвием вниз. К этому времени в обиход вошли более длинные мечи, иногда до 1,5 м длиной, предназначенные для конных воинов. Эти мечи всадники прикрепляли за спиной.
Тайны японского булата. Часть 2
По мере того как страна втягивалась в кровавые междоусобицы XIV века, нанесшие немалый урон экономике страны, но способствовавшие процветанию оружейников, спрос на мечи возрастал. Крупные мастерские обосновались в провинциях Бидзэн, Сагами и Мино. Так, в те времена в Бидзэн работало более 4 тысяч мастеров, в Мино 1270, в Ямато 1025.
Если принять среднюю производительность кузнеца тех лет за 30 мечей в год (хотя более дорогие заказы занимали гораздо больше времени), то только провинция Бидзэн производила ежегодно 120 тысяч мечей. Всего в те годы в обращении по всей Японии
было около 15 миллионов единиц этого холодного оружия. Во что обходилась самураю его "душа" меч? Подсчитать реальную стоимость меча в современном денежном исчислении очень трудно. Но об этом можно составить представление по числу рабочих дней, потраченных на производство одного стандартного меча. В годы периода Нара (710-794) мастер тратил на ковку 18 дней, 9 дней для его украшения, 6 дней на лакировку ножен, 2 дня на кожаные ремни, еще 18 дней на окончательную доводку и подгонку. А если к этому добавить стоимость материалов, то самурайский меч становился весьма дорогим приобретением.
Более качественные и дорогие мечи предназначались как для подарков начальству, иностранным гостям или богам (их оставляли в алтаре полюбившегося храма), так и для награждения наиболее отличившихся воинов. С середины XIII века в производстве мечей
наметилось разделение труда. Одни мастера ковали, другие полировали, третьи изготовляли ножны и т.д.
С появлением воинских доспехов, способных выдержать удар стрелы и меча, форма холодного оружия начала изменяться. Мечи стали короче (около 60 см), шире и тяжеле, но намного удобнее в пеших поединках. Чтобы поразить уязвимое место в доспехе
противника, помимо меча применяли и кинжалы. Таким образом, воин стал носить за поясом сразу два клинка, обращенных лезвием кверху меч катана и кинжал (короткий меч) вакидзаси. Этот набор назывался дайсё "большой и малый". В стране в те годы существовало более тысячи различных школ мастеров-оружейников. Каждая мастерская предлагала собственный метод ковки, закалки, украшения меча. Огромный спрос на оружие привел к снижению качества. В результате секреты изготовления старых мечей кото были безвозвратно утрачены, и каждая мастерская занялась поиском своей технологии. Иные клинки их называли синто (новые мечи)
получались очень хорошими, другие менее удачными, но ни один из них уже не мог подняться до высот кото.
Появление в стране импортных европейских образцов оружия не смогло как-то повлиять на традиционные технологии. Японцы с удивлением обнаружили, что испанские и немецкие клинки изготовлялись в "одну ковку". Поэтому большинство завезенных в страну мечей было использовано как сырье для переработки в соответствии с японскими технологиями. После перековки из них получались неплохие кинжалы. На хвостовике клинка мастера зачастую ставили свое клеймо. С течением времени рядом с именем мастера стала появляться и информация о проведенных испытаниях оружия. Дело в том, что с наступлением периода Эдо (1600-1868) в стране воцарился мир. Испытать острие своего меча самураям можно было только на тесно связанном пучке мокрой рисовой соломы. Конечно, случались и "испытания на живом материале".
По существовавшей традиции самурай мог без лишних разговоров зарубить проявившего непочтительность простолюдина крестьянина или мастерового. Но подобные "забавы" стали вызывать осуждение. И тогда испытывать только что выкованные мечи стали на телах казненных преступников.
По законам сёгуната тела казненных становились собственностью государства, за исключением останков убийц, татуированных, священнослужителей и неприкасаемых, на которых распространялось табу. Тело казненного привязывали к столбу, и проверяющий
качество меча рубил его в обусловленных местах. Затем на хвостовике оружия вырезалась надпись, например, что мечом было разрублено два тела, своеобразное клеймо ОТК.

Особенно часто такие отметки делались на клинках, произведенных в XIX веке. Их стали называть синсинто (новые новые мечи). В определенном смысле этот период стал ренессансом искусства изготовления японских мечей. Но этот период возрождения древнего искусства продолжался недолго. После Реставрации Мэйдзи (1868) в стране был проведен ряд реформ, в том числе и отмена сословных привилегий. Бывшим самураям было запрещено ношение меча в общественных местах, соответственно, ввели жесткие ограничения на производство холодного оружия. Лишь весьма небольшое количество оружейных мастерских получило лицензию на изготовление японских мечей, с тем чтобы сохранить навыки и секреты древнего искусства.
Некоторое оживление в этом секторе произошло в годы русско-японской войны 1904-1905 гг., а также с началом второй мировой войны. Но теперь мастерские и арсеналы снабжали армию не мечами, изготовленными традиционным способом, а поделками машинной обработки. Впрочем, потомственные воины нередко отправлялись на поля сражений с бережно сохраненными дедовскими мечами.
Поражение во второй мировой войне сказалось катастрофически на количестве драгоценного древнего оружия, хранившегося в музеях и семейных сундуках.
Американские оккупационные власти издали приказ об уничтожении в Японии всего оружия, огнестрельного и холодного. Потом, спохватившись, администрация внесла коррективы в приказ, разрешив сохранить лучшие образцы из храмовых, музейных и
семейных коллекций.
Но к тому времени уже многое было уничтожено, в том числе и немало образцов кото и синто. Сказалась и пагубная мода на сувениры. Американские военные, возвращаясь на родину, прихватывали с собой приглянувшиеся мечи, часто даже не подозревая об их
колоссальной исторической и культурной ценности. А после того, как мода на "самурайские игрушки" прошла, от них просто избавились.
К счастью, несколько мастеров-оружейников сумели пережить годы лихолетья и возобновили штучное производство мечей ручным способом. Некоторые из этих мастеров кузнецы и полировщики были удостоены титула "Живое национальное сокровище".
Роль холодного оружия в Японии никогда не ограничивалась его чисто утилитарным военным предназначением. Меч является одной из трех священных регалий бронзовое зеркало Ята-но кагами, яшмовые подвески Ясакани-но Магатама и меч Кусанаги-но Цуруги, полученных предками нынешнего императорского рода непосредственно от богов, и потому имеет еще и сакральную функцию.
Обладание мечом ставило его владельца на определенную социальную ступень. Ведь простолюдинам крестьянам, ремесленникам, купцам было отказано в праве ношения холодного оружия. Не тугой кошелек или количество слуг, а меч, заткнутый за пояс,
служил бесспорным свидетельством принадлежности человека к придворной знати или самурайскому сословию.
В течение многих веков меч считался овеществленной душой воина. Но для японцев мечи, особенно древние, являются еще и произведениями высочайшего искусства, они передаются от поколения к поколению как бесценные сокровища, хранятся в экспозициях национальных музеев наряду с прочими шедеврами культуры. Когда появились первые мечи на территории Японии, сказать трудно. Легендарный меч Кусанаги-но Цуруги, как утверждают официальные мифы, был извлечен богом Сусаноо из хвоста поверженного им дракона. Однако на самом деле ситуация с первыми мечами была несколько прозаичнее. Их наряду с прочими товарами ввозили с континента из Китая и Кореи.
Самые древние образцы мечей были обнаружены в захоронениях периода Кофун (300-710 гг.). Хотя они жестоко пострадали от ржавчины, по тому, что осталось, можно было составить представление, как они выглядели. У них были короткие прямые лезвия с
остро отточенным концом, очевидно, ими не рубили, а кололи. Специалисты именуют их дзёкото древние мечи.
Примерно с конца VIII века мечи стали менять свою форму, их делали более длинными и чуть изогнутыми. Но главное заключалось в другом. Старые мечи кото, как их теперь именуют, приобрели несравненные качества благодаря искусству японских кузнецов. Имея только эмпирические представления о металлургических технологиях, они путем многочисленных проб и ошибок приблизились к пониманию того, как сделать лезвие меча достаточно острым, но не хрупким. Во многом качества меча зависят от содержания углерода в стали, а также от способа закалки. Снижение количества углерода, что достигалось длительной ковкой, делало
сталь мягкой, перенасыщенность жесткой, но очень хрупкой. Европейские оружейники искали выход из этой дилеммы на путях разумного компромисса, на Ближнем Востоке с помощью оригинальных сплавов, в том числе легендарного булата.
Японцы избрали свой путь. Они компоновали полотно меча из нескольких сортов стали, обладавших различными качествами. Очень жесткая и потому способная быть очень острой режущая кромка сплавлялась с более мягким и гибким полотном с пониженным содержанием углерода. Чаще всего изготовлением мечей в то время занимались горные отшельники ямабуси, исповедывавшие аскетизм и религиозную отрешенность. Но и кузнецы, изготовлявшие оружие в феодальных замках и ремесленных посадах, тоже превращали ковку меча в некое религиозное действо. Мастера, придерживавшиеся в это время строгого воздержания в еде, питье и общении с женщинами, приступали к работе только после обряда очищения, облачившись в церемониальные одеяния и украсив наковальню священными символами синтоизма рисовой веревкой и бумажными полосками.
Технология ковки, судя по всему, тоже была необычной. Отобранные куски железа тщательно обрабатывались на наковальне, потом получившийся слиток перерубали зубилом, складывали пополам и снова отковывали. Так продолжалось многократно. Куски
стали с различными характеристиками (их число достигало пяти отдельно для лезвия, сердечника, боковых покрытий и тыльной части меча) компоновались один с другим и скреплялись ковкой. В результате этого длительного и трудоемкого процесса структура кото становилась многослойной и состояла (это видно только под микроскопом, а старые мастера судили об этом по цвету и текстуре металла) из тысяч пластинчатых слоев, каждый с собственными показателями вязкости и хрупкости, определяемыми содержанием углерода.
Значение имели и тщательно выровненная поверхность наковальни, и скрупулезный подбор молотов, и сила ударов молотобойца.
Потом начинался длительный процесс закалки. Каждую часть меча надо было нагревать и остужать по-своему, поэтому заготовка покрывалась слоем глины различной толщины, что позволяло не только варьировать степень нагрева в горне, но и давало возможность
нанесения волнистого узора на лезвие.
Когда работа кузнеца завершалась, изделие передавалось полировщику, использовавшему для этого десятки точильных камней, куски кожи разной толщины и, наконец, подушечки собственных пальцев. Между тем другой мастер изготавливал деревянные ножны. В ход
шла в основном древесина хоноки магнолии, потому что она эффективно предохраняла меч от ржавчины. Рукоять меча и ножны украшались декоративными накладками из мягкого металла и хитроумными узорами из накрученного жгута.
Изначально большинство мечей кото производилось в провинции Ямато и соседней с ней Ямасиро. Наивысшего расцвета мастерство старых кузнецов достигло в период Камакура (1185-1333). Их изделия и поныне поражают великолепным качеством и артистизмом
дизайна. Мечи носили в ножнах, прикрепленных двумя ремнями к поясу, лезвием вниз. К этому времени в обиход вошли более длинные мечи, иногда до 1,5 м длиной, предназначенные для конных воинов. Эти мечи всадники прикрепляли за спиной.
Тайны японского булата. Часть 2
По мере того как страна втягивалась в кровавые междоусобицы XIV века, нанесшие немалый урон экономике страны, но способствовавшие процветанию оружейников, спрос на мечи возрастал. Крупные мастерские обосновались в провинциях Бидзэн, Сагами и Мино. Так, в те времена в Бидзэн работало более 4 тысяч мастеров, в Мино 1270, в Ямато 1025.
Если принять среднюю производительность кузнеца тех лет за 30 мечей в год (хотя более дорогие заказы занимали гораздо больше времени), то только провинция Бидзэн производила ежегодно 120 тысяч мечей. Всего в те годы в обращении по всей Японии
было около 15 миллионов единиц этого холодного оружия. Во что обходилась самураю его "душа" меч? Подсчитать реальную стоимость меча в современном денежном исчислении очень трудно. Но об этом можно составить представление по числу рабочих дней, потраченных на производство одного стандартного меча. В годы периода Нара (710-794) мастер тратил на ковку 18 дней, 9 дней для его украшения, 6 дней на лакировку ножен, 2 дня на кожаные ремни, еще 18 дней на окончательную доводку и подгонку. А если к этому добавить стоимость материалов, то самурайский меч становился весьма дорогим приобретением.
Более качественные и дорогие мечи предназначались как для подарков начальству, иностранным гостям или богам (их оставляли в алтаре полюбившегося храма), так и для награждения наиболее отличившихся воинов. С середины XIII века в производстве мечей
наметилось разделение труда. Одни мастера ковали, другие полировали, третьи изготовляли ножны и т.д.
С появлением воинских доспехов, способных выдержать удар стрелы и меча, форма холодного оружия начала изменяться. Мечи стали короче (около 60 см), шире и тяжеле, но намного удобнее в пеших поединках. Чтобы поразить уязвимое место в доспехе
противника, помимо меча применяли и кинжалы. Таким образом, воин стал носить за поясом сразу два клинка, обращенных лезвием кверху меч катана и кинжал (короткий меч) вакидзаси. Этот набор назывался дайсё "большой и малый". В стране в те годы существовало более тысячи различных школ мастеров-оружейников. Каждая мастерская предлагала собственный метод ковки, закалки, украшения меча. Огромный спрос на оружие привел к снижению качества. В результате секреты изготовления старых мечей кото были безвозвратно утрачены, и каждая мастерская занялась поиском своей технологии. Иные клинки их называли синто (новые мечи)
получались очень хорошими, другие менее удачными, но ни один из них уже не мог подняться до высот кото.
Появление в стране импортных европейских образцов оружия не смогло как-то повлиять на традиционные технологии. Японцы с удивлением обнаружили, что испанские и немецкие клинки изготовлялись в "одну ковку". Поэтому большинство завезенных в страну мечей было использовано как сырье для переработки в соответствии с японскими технологиями. После перековки из них получались неплохие кинжалы. На хвостовике клинка мастера зачастую ставили свое клеймо. С течением времени рядом с именем мастера стала появляться и информация о проведенных испытаниях оружия. Дело в том, что с наступлением периода Эдо (1600-1868) в стране воцарился мир. Испытать острие своего меча самураям можно было только на тесно связанном пучке мокрой рисовой соломы. Конечно, случались и "испытания на живом материале".
По существовавшей традиции самурай мог без лишних разговоров зарубить проявившего непочтительность простолюдина крестьянина или мастерового. Но подобные "забавы" стали вызывать осуждение. И тогда испытывать только что выкованные мечи стали на телах казненных преступников.
По законам сёгуната тела казненных становились собственностью государства, за исключением останков убийц, татуированных, священнослужителей и неприкасаемых, на которых распространялось табу. Тело казненного привязывали к столбу, и проверяющий
качество меча рубил его в обусловленных местах. Затем на хвостовике оружия вырезалась надпись, например, что мечом было разрублено два тела, своеобразное клеймо ОТК.
Особенно часто такие отметки делались на клинках, произведенных в XIX веке. Их стали называть синсинто (новые новые мечи). В определенном смысле этот период стал ренессансом искусства изготовления японских мечей. Но этот период возрождения древнего искусства продолжался недолго. После Реставрации Мэйдзи (1868) в стране был проведен ряд реформ, в том числе и отмена сословных привилегий. Бывшим самураям было запрещено ношение меча в общественных местах, соответственно, ввели жесткие ограничения на производство холодного оружия. Лишь весьма небольшое количество оружейных мастерских получило лицензию на изготовление японских мечей, с тем чтобы сохранить навыки и секреты древнего искусства.
Некоторое оживление в этом секторе произошло в годы русско-японской войны 1904-1905 гг., а также с началом второй мировой войны. Но теперь мастерские и арсеналы снабжали армию не мечами, изготовленными традиционным способом, а поделками машинной обработки. Впрочем, потомственные воины нередко отправлялись на поля сражений с бережно сохраненными дедовскими мечами.
Поражение во второй мировой войне сказалось катастрофически на количестве драгоценного древнего оружия, хранившегося в музеях и семейных сундуках.
Американские оккупационные власти издали приказ об уничтожении в Японии всего оружия, огнестрельного и холодного. Потом, спохватившись, администрация внесла коррективы в приказ, разрешив сохранить лучшие образцы из храмовых, музейных и
семейных коллекций.
Но к тому времени уже многое было уничтожено, в том числе и немало образцов кото и синто. Сказалась и пагубная мода на сувениры. Американские военные, возвращаясь на родину, прихватывали с собой приглянувшиеся мечи, часто даже не подозревая об их
колоссальной исторической и культурной ценности. А после того, как мода на "самурайские игрушки" прошла, от них просто избавились.
К счастью, несколько мастеров-оружейников сумели пережить годы лихолетья и возобновили штучное производство мечей ручным способом. Некоторые из этих мастеров кузнецы и полировщики были удостоены титула "Живое национальное сокровище".
10
Специальные ножи / Боевые и специальные ножи Игоря Скрылёва
« : 17. 10. 2013, 00:04:33 »
Разработка первого специального ножа велась параллельно с работами по мачете «Тайга-2» (подробнее о мачете «Тайга» см. «Ружьё. Оружие и Амуниция», № 4/98, статья И. Скрылёва «Универсальный инструмент»). Дело в том, что заказчик хотел получить комплект для выживания, а так как этот комплект разрабатывался для нужд ВВС, то нож получил название «Пилот».
По ходу дела требования, предъявляемые к специальному ножу, несколько раз менялись, поэтому существует три модификации «Пилота». Нож должен был размещаться на специальном разгрузочном жилете, поэтому одно из основных требований – отсутствие выступающих деталей и небольшие габариты по толщине. Второе требование – надёжность и высокая прочность (нож должен выдерживать на излом не менее 100 кг). И третье – максимальная многофункциональность. Предполагалось, что в случае утери ножа-мачете он должен был обладать возможностью хоть частично, но заменить этот инструмент. Попыткой удовлетворить столь противоречивым требованиям и стал нож «Пилот».

Нож для выживания «Пилот» разрабатывался для нужд ВВС. Нож отличался высокими механическими свойствами
Прежде всего нож имел очень мощный клинок толщиной 5 мм, гарды не было – её роль играл выступ самого клинка. Рукоятка представляла собой продолжение клинка и имела толщину 8 мм. В середине она была выбрана, поэтому получился жёсткий П-образный профиль, в котором размещались вспомогательные инструменты. Навершие рукоятки выполнялось из стали, а сама рукоятка имела резиновое покрытие с рифлением. Нож имел тёмное покрытие и не давал бликов. На первых образцах на обухе клинка нарезалась двухрядная пила, но потом от неё отказались, так как такая же пила была и на ноже-мачете. Кроме того, в ноже могла крепиться ножовка по металлу, которой в случае необходимости тоже можно перепилить дерево.
Был разработан вариант ножа с более развитой гардой (ее роль играла гарда от «Тайги-2»), но из-за увеличенных габаритов этот нож был неудобен для расположения на жилете и поэтому не прижился.

Стреляющий вариант ножа для выживания «Пилот». Наряду с обычным вариантом был разработан стреляющий вариант ножа для выживания «Пилот» . Стрельба ведётся малокалиберным патроном.

Чертёж ножен для «Пилота»
Самой популярной оказалась наиболее простая модификация «Пилота». На ней нет гарды как отдельной детали, с обуха убрана двухрядная пила, а линейка и угломер, располагавшиеся на клинке, перенесены на ножны. Клинок ножа имеет одностороннюю заточку (это оказалось весьма неудобным для левшей). Для уменьшения веса и повышения жёсткости на клинке с одной стороны выбран дол. Нож размещается в ножнах, выполненных из резины с металлическим протектором. Ножны имеют специальный фиксатор для крепления в кармане разгрузочного жилета. Самая интересная особенность ножа заключается в наборе вспомогательного инструмента, который крепится в задней части рукоятки специальным винтом и может занимать несколько положений. В комплект входит пила по металлу, консервный нож, плоская отвёртка, шило, напильник и небольшой гарпун. Привычный набор комплекта для выживания должен был располагаться на разгрузочном жилете и поэтому в рукоятке ножа не было предусмотрено место для его размещения. Изготовитель «Пилота» – санкт-петербургская фирма «Аэропоиск».
К основным достоинствам «Пилота» можно отнести его плоские габариты и то, что нож практически невозможно сломать.
Несмотря на то, что небольшое количество таких ножей поступило в обычную торговлю, в целом этот нож полностью разделил судьбу «Тайги-2».
Другой нож, получивший широкую известность, – нож «Катран». Первоначально он разрабатывался как подводный (код темы «Кортеж»). По техническому заданию «Катран» должен был выполнять функции как холодного оружия, так и универсального инструмента. Однако в процессе проектирования конструкция настолько изменилась, что фактически исходным требованиям удовлетворяла только заданная длина клинка – 180 мм. Более того, изменилось и первоначальное назначение ножа. Я сам всегда удивлялся таким метаморфозам: изделие, сконструированное для вполне конкретных целей, прекрасно справляется с задачами, решение которых не входит в его «должностные обязанности».
Выпуск «Катрана» был организован на ТОЗ. Инициаторами начала производства выступили офицеры местного ФСБ. Конкретный же «виновник» появления «Катрана» – подполковник Сергей Вельмезев, без него этот нож вряд ли увидел бы свет.
Первоначально «Катран» выпускался небольшой серией. В процессе выпуска конструкция немного изменялась. Так, сначала выпускалась модификация, в которой имелась коническая законцовка рукоятки. Её рассчитывали применять для травмирования противника, в том случае, когда его необходимо было взять живым. На серийных образцах от неё отказались, заменив на плоскую заглушку. Особенность заключается в том, что эта заглушка стягивает всю конструкцию. Такой подход вполне оправдан, так как подразумевается, что лезть в герметичную рукоятку, где находится НАЗ, нужно только в критической ситуации. К сожалению, доказать это конкретным пользователям практически невозможно, и первое, что обычно делают, взяв нож в руки, – это суют нос в НАЗ, заодно теряя половину того, что там лежит.

Боевые ножи (сверху вниз) «Катран», «Пластун-1», «Пластун-2», «Вампир-3». Первоначально «Катран» проектировался как подводный нож. Однако испытания выявили его высокую эффективность, и нож стал применяться в некоторых спецподразделениях. «Пластун» – нож общего назачения; разработаны несколько вариантов ножа. Конструкция «Вампира» пригодна как для нанесения колющих и режущих ударов, так и для метания. За счет большой массы нож весьма эффективен как метательное оружие
Второй особенностью «Катрана» является наличие на его обухе волнообразной пилы. Она была рассчитана на перепиливание водолазных шлангов и поэтому представляла собой как бы симбиоз двух пил: мелкой по металлу и волнообразной для резки резины. Пила оказалась на редкость многофункциональной. На испытаниях ей пилили кости, арматуру и другие самые разнообразные предметы, которые она вроде бы пилить и не должна (тут невольно вспоминается анекдот про японскую лесопилку и сибирских мужиков). Кроме того, при ударе ножом пила наносила противнику широкую рану, не цепляясь при этом за обмундирование. Об её эффективности красноречивее всего свидетельствует мнение врачей, которые видели раны, нанесённые «Катраном». Они считали, что его надо было запретить как антигуманное оружие. Кстати, эта история не нова. Еще в средние века Ватикан запрещал клинки волнообразной формы из-за их повышенной боевой эффективности.
На клинке ножа с одной стороны выбран дол, а на другой нанесена гравировка линейки. «Катран» имеет развитую гарду, а его рукоятке придана антропоморфная форма, рассчитанная на плотный хват мокрой рукой или рукой в водолазной (а для условий сухопутья теплой) перчатке. Пенал под НАЗ стальной. Внешняя часть рукоятки изготавливается из твёрдых пород дерева (на рукоятки к «Катрану» шла высокосортная древесина – в основном выдержанный орех, для этого использовались отходы от лож ружей). На первых вариантах ножей встречаются и пластиковые рукоятки.
Очевидно, «Катран» так бы и остался в качестве ножа, выполненного в нескольких экземплярах (его выпуску мешали, в основном, формальные причины), но началась Чеченская война, и о всяких бюрократических глупостях тотчас забыли. Без каких либо проблем была получена лицензия на производство боевого ножа «Катран», и он стал поступать на вооружение некоторых спецподразделений.
Первым владельцем «Катранов» стал спецназ МЧС. Затем нож поступил в некоторые спецподразделения МВД и ФСБ. Он активно использовался в боевых действиях и получил хорошие отзывы. Прочность «Катрана» позволяла выдерживать вес бойца в боевой экипировке. Хотя необходимо заметить, что ножи позднего выпуска имели несколько худшее качество изготовления и иногда ломались.
Ещё одной проблемой стала низкая коррозионная стойкость. Нож спокойно переносил наши условия, но когда несколько «Катранов» попали в африканские тропики, то быстро покрылись ржавчиной. Изготовители отнеслись к этому с философским спокойствием. По их мнению, за ножом нужно ухаживать, как за автоматом, тогда он и ржаветь не будет. В принципе, в этом есть свой резон. Выпуск «Катрана» закончился так же внезапно, как и начался. Причина проста – у завода-изготовителя АСВА ТОЗ кончился срок лицензии, и заводу оказалось проще прекратить выпуск ножа, чем тратить немалые деньги на ее продление.
Со временем появилась одна интересная тенденция. Под названием «Катран» некоторые заводы пытаются выпускать ножи, которые по своим рабочим характеристикам, что называется, и близко к нему не стояли. Поэтому если увидите в магазине нож с названием «Катран», знайте – это просто подделка.
История другого ножа – «Оборотень» – тоже заслуживает отдельного разговора. Мысль о его создании появилась после успешных испытаний мачете «Тайга» у космонавтов. Мачете им понравилось, а вот нож «Пилот» они забраковали. Поэтому для них был разработан новый нож, получивший название «Оборотень». Он должен был быть испытан в экспедиции по глухим районам Сибири, которую организовал неутомимый Яцек Палкевич. Участниками экспедиции должны были стать несколько космонавтов из разных стран, летавшие в космос на советских кораблях. Лучших испытаний нельзя было и придумать.

«Оборотень» совмещает в себе функции боевого и хозяйственного ножа
За изготовление ножей взялась московская фирма «Галерея авторского оружия», известная в основном посредническими услугами по продаже художественного оружия. К сожалению, ножи были готовы уже после того, как экспедиция отправилась в Сибирь. Изготовленные образцы так и не дошли до космонавтов, и рекламы ножу не получилось. В результате все первые пять образцов «Оборотня» разошлись по коллекционерам оружия.
«Оборотень» был довольно сложен в производстве. Это было вполне оправданно для космического варианта ножа, но никак не подходило для массового производства. Поэтому мне пришлось разработать более технологичную модель – «Оборотень-2».
Особенность конструкции «Оборотня» – совмещение в одном ноже как боевых, так и рабочих функций. Для этого с клинка, имеющего полуторную заточку, убраны все элементы, которые могут помешать применению ножа по прямому назначению. Оставлены только шоковые зубья на верхней части клинка и стропорез внизу. Зубья имеют заточку, выполненную в шахматном порядке. При ударе ножом такая заточка обеспечивает нанесение широкой рваной раны противнику. Этому же способствует и изогнутая, ятаганная форма клинка. Шоковые зубья имеют довольно плавный профиль, поэтому кроме боевого применения их можно использовать для резки верёвок или чистки рыбы. Изогнутый профиль клинка удобен для применения ножа с использованием обратного хвата. Эту особенность ножа особенно ценят специалисты по рукопашному бою.
Инструментальная часть клинка «Оборотня» обычно закрыта перекидными рукоятками, причём сами рукоятки тоже могут выполнять роль инструмента. С их помощью можно перекусывать проволоку, откручивать гайки или обжимать капсюли-детонаторы. В нижней части одной из рукояток располагаются шило и крестовая отвертка, фиксируемые в рабочем и походном состоянии пружиной. В инструментальной части предусмотрены пила по металлу, напильник, пила по дереву, плоская отвертка, консервный нож, линейка.
Толщина клинка «Оборотня» составляет 6 мм. Его прочность позволяет использовать нож как дополнительную точку опоры при преодолении препятствий. Нож имеет тёмное покрытие, не дающее бликов.
«Оборотень-2» пригоден как для военного, так и для гражданского применения. Он был сертифицирован и признан гражданским холодным оружием. Это означает, что такой нож может приобрести любой желающий, имеющий разрешение на огнестрельное оружие. К сожалению, пока нож готовился к производству, законодательство ухитрилось измениться, и отнюдь не в лучшую сторону. Но это тема для отдельного разговора.
Появление «Оборотня» и его показ на оружейных выставках вызвали большой интерес. Нашлось немалое количество желающих этот нож приобрести. Вполне естественно, «Галерея авторского оружия», переименованная к тому времени в «Русские палаты», занялась подготовкой к серийному производству. А пока суть да дело, нож небольшими партиями выпускался в Туле и расходился на сертификацию и испытания в силовых структурах.
Попытки «Русских палат» разместить заказ на оборонных предприятиях встретились с большими трудностями. Со стороны оборонщиков не было никаких реальных гарантий. Выходило так: платите деньги (все сразу) – мы подготовим производство, сделаем оснастку, а что получится, то и получится. Риск был слишком велик.
Со времени появления первого «Оборотня» прошло 3 года, а нож продолжал существовать только в опытных образцах и небольших сериях. Попытки «Русских палат» сыграть роль посредника между производителями и заказчиками провалились. Кроме того, в «Русских палатах» сменилось руководство. Новые руководители довольно скоро поняли, что программу изготовления «Оборотня» им не потянуть. В конце концов договор с «Русскими палатами» и мной был расторгнут. К тому же ножом заинтересовалось несколько заводов, которые имели все возможности для его производства.

«Оборотень» действительно многофункциональный нож. Инструментальная часть клинка «Оборотня» обычно закрыта перекидными рукоятками, причём сами рукоятки тоже могут выполнять роль инструмента. С их помощью можно перекусывать проволоку, откручивать гайки или обжимать капсюли-детонаторы. В нижней части одной из рукояток располагаются шило и крестовая отвертка, фиксируемые в рабочем и походном состоянии пружиной. В инструментальной части предусмотрены пила по металлу, напильник, пила по дереву, плоская отвёртка, консервный нож, линейка

Буквально через несколько дней после того, как я согласился передать «Оборотень» другому заводу, в Москву приехал первый образец. Скажу честно, когда я его увидел, мне стало плохо. Это была какая-то пародия на мой нож. Вместо пилы по металлу – напильник, пила по дереву подозрительно напоминала пилу авиационного складного ножа и пилила так же плохо (это не удивительно, как раз этот авиационный нож и делали на этом заводе раньше). Вместо крестовой отвертки была малая плоская, кусачки просто отсутствовали. Основания рукояток были выполнены из тонкой 1-мм стали и не имели необходимой жёсткости.
Впрочем, вскоре все прояснилось. Оказывается, заводские умельцы так хотели сделать «Оборотень», что, не дождавшись чертежей, вместо них использовали ксерокс с фотографии, помещенной в одном из оружейных журналов. Я потом видел этот ксерокс, действительно, качество изображения оставляло желать лучшего. К несчастью, на заводе работали люди с широкой душой, и нож сразу был изготовлен в количестве 50 штук. При этом возникла мысль подвести его под товары хозяйственно-бытового назначения, для чего толщина клинка с 6 мм уменьшилась до 2,5 мм. К моему удивлению, эта модель прошла ЭКЦ и не была признана оружием. Первые 50 штук были направлены в торговлю, где, несмотря на все недостатки, были быстро раскуплены.
Вполне естественно, что ситуацию надо было срочно исправлять, поэтому серийная модель ножа получила усиленные боковины рукояток, пила по дереву приобрела нормальную форму зуба и научилась пилить. Напильник преобразовался в пилу по металлу. Единственная жертва, принесенная на алтарь гражданской модели, – это отсутствие кусачек и меньшая толщина клинка. Неожиданно для меня нож получился довольно симпатичным, легким, а главное дешёвым, что в совокупности с возможностью его покупки без лицензии и определило высокий спрос.
Для этой модели были разработаны неплохие ножны, на которых предусмотрен карман под НАЗ. Ножны выполнены из «кордуры», и могут иметь черную или камуфляжную раскраску. Гражданская модель изготавливается, в основном, из нержавеющей стали 65Х13. Клинок имеет твердость в районе 52–54 единиц по шкале Роквелла. Завод выпускает «Оборотень» и из углеродистой стали. Эта модель ножа оснащена кусачками.
Реанимировалась программа внедрения этого ножа в армию и спецслужбы. Такая идея была еще в «Русских палатах», но дальше разговоров дело не пошло. К счастью, через некоторое время идея возродилась в виде предложения разработать на базе «Оборотня» офицерский нож для некоторых спецподразделений. Эта работа была выполнена, и на свет появился вариант ножа, получивший обозначение «Оборотень-А».
В отличие от первоначального образца, он значительно упрощен. Клинок имеет форму, похожую на форму штык-ножа старого образца, заточка одинарная, без шоковых зубьев, верхняя кромка клинка имеет сбег в районе скоса. Толщина клинка – 4 мм, длина до упора – 120 мм. Изменена конструкция защёлки: она стала более жёсткой. В отличие от «Оборотня-2», в «Оборотне-А» клинок в рабочем положении полностью утапливается в рукоятку. Исчезли и дополнительные инструменты, так как ими было не совсем удобно работать. Вместо них появился отдельный универсальный инструмент, совмещающий в себе функции шила, гаечного ключа, малой плоской и крестовой отвертки. Этот инструмент переносится в кармашке на ножнах ножа. В конструкции осталась пила по дереву (правда, в ней изменился профиль зуба), сохранились пила- напильник по металлу, линейка, консервный нож, большая плоская отвёртка и появился мощный гвоздодёр. Для повышения жёсткости и уменьшения веса в инструментальной части и на самом клинке предусмотрены долы. Нож имеет тёмное покрытие. Ножны ножа выполнены из «кордуры», с карманом под универсальный инструмент и НАЗ. Конструкция ножен позволяет закреплять нож на поясе, голени или бедре, предусмотрено крепление и на боевой экипировке. Сейчас опытные образцы армейского «Оборотня» проходят испытания, теперь в родной стране не надо ломать голову, где испытать оружие в реальных боевых условиях.
Кроме «Оборотня», были разработаны несколько упрощенных чисто боевых ножей. Началось все с того, что бойцы одного из армейских подразделений попросили меня разработать для них небольшой метательный нож. Этот нож, получивший название «Оса», представляет собой обычный нож для метания. Единственное отличие от классических образцов – наличие на клинке волнообразной заточки. Первый образец был рассчитан только на метание и имел заточку только в передней части. Скажу честно, я относился к «Осе» довольно прохладно, так как считаю, что с появлением бесшумного оружия время метательных ножей прошло безвозвратно, а стремление многих обывателей и профессионалов иметь такой нож – просто увлечение.
Как показал опыт использования «Осы», более полезным оказался бы вариант небольшого боевого ножа, который можно метать на небольшие дистанции. Такой нож выполняет роль оружия последнего шанса. Он должен иметь небольшие габариты, обеспечивающие его скрытую переноску. Такой вариант ножа получил название «Оса-2». Он имеет толщину клинка 5 мм, вместо гарды выполнено понижение, рукоятка обмотана шнуром. Заточка клинка – полуторная, на обухе – волнообразная. Такой нож удобен для нанесения как колющих, так и режущих ударов.
К сожалению, выпуск боевой модификации был приостановлен из-за введения в действие нового закона «Об оружии». Была разработана и гражданская версия «Осы-2», главным отличием которой было уменьшение толщины клинка до 2,4 мм. Но это не помогло: нож был признан метательным оружием и запрещен к обороту на территории страны.
Скажу честно, я весьма благодарен экспертам МВД за такую рекламу. После того как «Оса» была запрещена, ее рейтинг поднялся на небывалую высоту. «Оса» стала чем-то вроде легенды, хотя на мой взгляд это довольно посредственный нож, просто он сумел появиться в нужное время в нужном месте (я имею в виду гражданскую модификацию).
Мне часто задают вопрос: а нельзя ли где-нибудь достать «Осу»? Отвечаю – нельзя. Она запрещена законом. Я как законопослушный гражданин чту Уголовный Кодекс. Поэтому хотите «Осу» – давайте менять закон об оружии, тем более что в нынешнем виде он все равно неработоспособен и не отражает реальной ситуации в стране.
После запрета «Осы-2» был разработан многофункциональный вариант ножа. Конструкция объединяла в себе нож, кусачки, пилу по металлу, консервный нож, отвёртку, линейку. Хотя метательные свойства этого образца находятся на уровне обычного ножа, он получил название «Оса-3». Особенностью «Осы-3» является перекидывающаяся металлическая рукоятка, которая закрывает то боевую, то рабочую часть. Фиксация клинка в боевом положении осуществляется плоской пружинной стенкой, как на складных ножах. Сейчас это изделие направлено на сертификацию. Скорее всего оно будет признано «хоз-бытом», так как имеет клинок длинной менее 90 мм и, кроме того, в нем явно проглядывают черты универсального инструмента.
Запрет на «Осу-2» имел и косвенные последствия. Так, для экспедиционного ножа был разработан чрезвычайно простой и дешевый вспомогательный нож «Лис». Скорее всего он так и остался бы этаким довеском к основному изделию, но наши покупатели вдруг выяснили, что он прекрасно метается (при этом «Лис» прошел сертификацию и не был признан холодным оружием). Поэтому на сегодняшний день завод-изготовитель буквально не успевает штамповать эти ножи. Пригодились и универсальные ножны, разработанные для «Осы-2». Как оказалось, они вполне пригодны и для «Лиса», а возможность их мгновенного раскрывания и скрытой переноски позволяет применять оружие быстро и внезапно, что очень важно для метательного ножа.
Некоторые силовые структуры не были удовлетворены малыми габаритами «Осы», в результате появился увеличенный вариант боевого ножа, получивший название «Вампир». Он имеет листообразную форму клинка, с полуторной заточкой, плоскую маловыступающую за контур гарду и простейшую рукоятку, обмотанную высокопрочным шнуром. Конструкция пригодна как для нанесения колющих и режущих ударов, так и для метания. За счет большой массы нож весьма эффективен как метательное оружие. Такие ножи уже используются некоторыми силовыми структурами. Особенностью «Вампира» стал необычный для наших ножей серый цвет поверхности. Нож переносится в специальных ножнах черной или камуфляжной окраски, выполненных из «кордуры» и имеющих несколько вариантов ношения.
Другой вариант подобного ножа был разработан как нож общего назначения и получил название «Пластун». Он имеет более массивный и широкий клинок с полуторной заточкой. Верхняя часть обуха заточена волнообразно, причем волны выполнены в шахматном порядке и имеют мелкие зубцы. Такой вариант заточки неплохо себя зарекомендовал на «Катране». Гарда «Пластуна» более развита и в верхней части имеет щель для гибки проволоки. Внизу на клинке сделан вырез, позволяющий перехватить нож впереди гарды, что удобно при выполнения хозработ. Рукоятка ножа или просто обмотана шнуром, или имеет деревянные накладки из твердых пород дерева. Сейчас этот нож проходит испытания.

Варианты исполнения боевого ножа «Пластун-1». Нож может иметь деревянные накладки рукоятки или же рукоять может просто обматываться высокопрочным шнуром. Гарда «Пластуна» более развита и в верхней части имеет щель для гибки проволоки. Внизу на клинке сделан вырез, позволяющий перехватить нож впереди гарды, что удобно при выполнения хозработ
Но все-таки конструкция «Пластуна» слишком специализированна, поэтому было последовательно разработано еще несколько вариантов, один из которых понравился заказчику и получил название «Пластун-2». Фактически это классический вариант боевого ножа с развитой двухсторонней гардой, мощным навершием рукоятки и деревянными накладками рукоятки. Клинок имеет одностороннюю заточку, выбранные долы и тёмный цвет. Длина клинка – 140 мм, толщина – 5 мм. Конструкция ножен позаимствована от армейской модели «Оборотня». Ножны тоже имеют карман под НАЗ и универсальный вспомогательный инструмент. Сейчас этот нож проходит испытания.
https://grigorew.narod.ru/raznoe/07.htm
11
Ножи / Нож для самообороны - актуально и во время пистолетов
« : 16. 10. 2013, 23:48:14 »
В наше время нож является одним из немногих видов холодного оружия, не утративших своей актуальности. Ножи (как в качестве оружия, так и инструмента) приняты на вооружение армиями всего мира. Также нож - один из наиболее часто оказывающихся "под рукой" предметов, что важно для использования ножа, как средства самозащиты. Владение ножом значительно повышает и шансы безоружного бойца в схватке с вооружённым противником, позволяя лучше оценивать его действия. Зная сильные и слабые стороны оружия, ориентируясь в возможных способах его применения, можно избрать оптимальную для противостояния вооружённому противнику тактику.
Выбор хвата ножа обычно определяется особенностями техники бойца с одной стороны и тактическими задачами с другой. Как правило, прямой хват удобнее при атакующей манере боя, обратный - при оборонительной (или, точнее сказать, при пассивной), но в любом случае "мягкое" удержание ножа в руке предпочтительнее жёсткой фиксации. Кажется оптимальным хват ножа, когда рукоять удерживается, в основном, мизинцем, безымянным и средним пальцами, большой и указательный расслабленно охватывают рукоять.
Расслабленная кисть позволяет огибать возникающие препятствия, "попутно" подрезая их. Независимо от предпочитаемого способа удержания (прямого или обратного), лучше освоить оба типа, а также технику смены хвата. Ведь в бою возможны самые разные ситуации - например, хват может потребоваться сменить из тактических соображений, или выбитый и подобранный нож схвачен "неудобным" способом. Вообще же, злоупотреблять сменами хвата в бою не стоит, как не стоит и полагаться на различные сложные перехваты, вращения ножа пальцами и т.д. Боевая техника должна быть по возможности простой, тем более что ножевой бой очень скоротечен, и исход его может решить единственный точный удар, а смена хвата - это всегда пауза в активных действиях оружием. Тем более в момент перехвата теряется надёжный контакт с рукоятью, и нож легче всего выбить. Это же касается и перебрасываний ножа из руки в руку.
Важнейший момент при использовании любого оружия - то, что его наличие не должно ограничивать действия бойца. Не следует забывать о возможности проводить технические действия свободной рукой и ногами - атакующие, защитные или отвлекающие. И действия без оружия, и работа любым предметом должна укладываться в единую схему. Не стоит забывать и о возможностях собственно ножа: помимо колющих и рубяще-режущих движений, ножом можно цеплять, использовать его для захватов, бить рукоятью или кулаком. Аналогично ножу используется большинство колюще-режущих предметов: авторучка, кусок стекла, вилка, ладонная палочка и т.д.
Наряду с манерой работы, стоящая перед бойцом задача определяет и выбор зон поражения. Эффективные удары в туловище требуют от исполнителя большей силы, точности и выбора момента атаки. В ножевом бою наиболее опасны поражения шеи и внутренней стороны рук и бёдер, то есть места поверхностного расположения крупных кровеносных сосудов. Степень поражения должна соответствовать задачам: бой на уничтожение предполагает максимально быстрое поражение противника и не ограничивает бойца в выборе зон атаки, тогда как при самозащите обычно достаточно нейтрализовать противника, лишив его возможности атаковать. Поражение рубяще-режущим ударом крупных сосудов конечностей - один из наиболее простых способов закончить бой, но надо учитывать, что повреждение лучевой, локтевой или бедренной артерий ведёт к потере сознания через 30 - 40 секунд и к смерти от потери крови в течение 2-х минут. То есть степень воздействия должна соотноситься с реальностью угрозы; если мы не ставим целью убийство, оптимальными целями будут внешняя и боковые стороны лучезапястных и локтевых суставов и кисти рук (для рубящих ударов), лицо и в первую очередь глаза (весьма эффективны быстрые секущие воздействия), мышцы бедер и предплечий (для колющих и рубяще-режущих ударов).
В ножевом бою особое внимание следует уделять подрезам атакующих конечностей противника, т.е. тех частей его тела, которые находятся ближе всего и, соответственно, наиболее доступны для атак. В бою с вооруженным противником ножом блокируется не оружие, а держащие его руки, что позволяет, нейтрализуя атаку, одновременно травмировать нападающего. При обратном хвате ножа удобнее блокировать удары преграждающими или отводящими защитами "усиленным" ножом предплечьем, травмируя конечности нападающего; работать в ближнем бою секущими ударами, хорошо "накладывающимися" на технику ударов локтями; захватывать конечности противника между лезвием и предплечьем и т.д.
Не нужно слишком "вкладываться" в движения, следуя принципу "разумной достаточности" - острота клинка позволяет наносить тяжелые ранения без значительного усилия, решающее значение имеют скорость, точность и плотность движений. Проникающие колющие удары обычно завершают проворотом ножа в ране: во-первых, это дополнительно расширяет рану, во-вторых - облегчает извлечение ножа, что особенно важно бою с несколькими противниками.
Защита ножом может выполняться одним из 3-х способов: а) останавливающим блокированием, б) подрезанием (в сочетании с уклоном или уходом), когда нож как бы "ставится" на пути атакующей руки - но, в отличие от блокирования, не останавливает её, в) сопровождением атакующей конечности по ходу её движения. Невооружённая рука активно работает, блокируя, контролируя и захватывая конечности противника. Вообще, нанесение ударов лучше всего сочетать с захватами, позволяющими контролировать противника, выводя его в удобное для вашей атаки положение. При работе с ножом весьма эффективны удары ногами по нижнему уровню - от стопы до колена. Например, имитируя удар ногой в голень, можно спровоцировать опускание вооруженной руки для защиты и рубящим ударом атаковать открывшееся запястье. Также эффективны стопорящие удары в голень и колено, позволяющие приостановить атаку и дающие возможность перехватить инициативу. Заслуживают изучения наступания на стопу, мешающие противнику уйти от атаки, разрывая дистанцию. Также в ножевом бою важен навык перемещений в любом направлении, позволяющий не только избегать атак, но и мгновенно атаковать самому. Это особо касается умения быстро разрывать дистанцию и заходить к противнику сбоку, на мгновение, сближаясь на дистанцию удара, который при скоротечности ножевого боя может оказаться решающим. Например, скрестным шагом вы быстро смещаетесь вправо-вперёд, уходя с линии атаки противника и подрезая ведущую руку, затем наносите удар в шею.
Важный момент - ношение и извлечение ножа. Нож, используемый для самообороны, должен легко извлекаться и в то же время быть незаметным при ношении, для складных ножей важно и удобство раскрытия. Извлечение ножа необходимо тщательно тренировать, до достижения естественности. Ведь, сосредоточившись на извлечении оружия, вы невольно рассеиваете внимание, становясь более уязвимыми. Поэтому нож должен, извлекаться, как бы походя, не мешая другим действиям - и сразу же включаться в работу. В то же время надо помнить, что момент извлечения ножа противником обычно выгоден для атаки. При этом удобно блокировать руку до извлечения ножа - например, фиксировать запястье вынимаемой из кармана руки, прижимая его к туловищу противника и одновременно нанося удар другой рукой. С другой стороны, надо быть готовым к тому, что атаковать в момент извлечения ножа могут и вас. Поэтому необходимо тренировать извлечение оружия в комплексе с другими техническими элементами - защитами, ударами, передвижениями и т.д. Например, на внезапную атаку вы реагируете отшагом назад с защитой или встречным ударом, одновременно извлекая нож для контратаки.
Итак, можно выделить основные моменты, характерные для ножевого боя:
- скорость и точность движений важнее их силы, т.к. острота клинка позволяет наносить тяжелые ранения без значительного усилия;
- действия с ножом и без него должны укладываться в единую схему, т.е. техника работы ножом "накладывается" на технику "пустых рук";
- простота техники, то есть избегание сложных перехватов, проворотов ножа в пальцах, недостаточно отработанных элементов и т.д. В реальном ножевом бою не стоит экспериментировать, лучше использовать небольшое количество действительно надёжных, "поставленных" техник;
- умение контролировать и "связывать" действия противника, своевременно перенаправлять его движения. Имеется в виду навык изменения направления движений противника в защите и "огибания" препятствий (например, блоков) непрерывным движением с возможным одновременным подрезом в атаке;
- умение легко перемещаться в различных направлениях, в т.ч. заходить за спину противнику. Необходимо помнить, что первоочередная функция ног - перемещения, и только потом - удары и защиты;
- умение работать и правой, и левой руками - во-первых, возможно ранение ведущей руки, во-вторых, в ряде ситуаций (например, вы завладели ножом противника или подобрали выбитое оружие) нож может оказаться в слабейшей руке.
По материалам Александра Камышова
Источник: https://www.jeetkunedo.ru
Выбор хвата ножа обычно определяется особенностями техники бойца с одной стороны и тактическими задачами с другой. Как правило, прямой хват удобнее при атакующей манере боя, обратный - при оборонительной (или, точнее сказать, при пассивной), но в любом случае "мягкое" удержание ножа в руке предпочтительнее жёсткой фиксации. Кажется оптимальным хват ножа, когда рукоять удерживается, в основном, мизинцем, безымянным и средним пальцами, большой и указательный расслабленно охватывают рукоять.
Расслабленная кисть позволяет огибать возникающие препятствия, "попутно" подрезая их. Независимо от предпочитаемого способа удержания (прямого или обратного), лучше освоить оба типа, а также технику смены хвата. Ведь в бою возможны самые разные ситуации - например, хват может потребоваться сменить из тактических соображений, или выбитый и подобранный нож схвачен "неудобным" способом. Вообще же, злоупотреблять сменами хвата в бою не стоит, как не стоит и полагаться на различные сложные перехваты, вращения ножа пальцами и т.д. Боевая техника должна быть по возможности простой, тем более что ножевой бой очень скоротечен, и исход его может решить единственный точный удар, а смена хвата - это всегда пауза в активных действиях оружием. Тем более в момент перехвата теряется надёжный контакт с рукоятью, и нож легче всего выбить. Это же касается и перебрасываний ножа из руки в руку.
Важнейший момент при использовании любого оружия - то, что его наличие не должно ограничивать действия бойца. Не следует забывать о возможности проводить технические действия свободной рукой и ногами - атакующие, защитные или отвлекающие. И действия без оружия, и работа любым предметом должна укладываться в единую схему. Не стоит забывать и о возможностях собственно ножа: помимо колющих и рубяще-режущих движений, ножом можно цеплять, использовать его для захватов, бить рукоятью или кулаком. Аналогично ножу используется большинство колюще-режущих предметов: авторучка, кусок стекла, вилка, ладонная палочка и т.д.
Наряду с манерой работы, стоящая перед бойцом задача определяет и выбор зон поражения. Эффективные удары в туловище требуют от исполнителя большей силы, точности и выбора момента атаки. В ножевом бою наиболее опасны поражения шеи и внутренней стороны рук и бёдер, то есть места поверхностного расположения крупных кровеносных сосудов. Степень поражения должна соответствовать задачам: бой на уничтожение предполагает максимально быстрое поражение противника и не ограничивает бойца в выборе зон атаки, тогда как при самозащите обычно достаточно нейтрализовать противника, лишив его возможности атаковать. Поражение рубяще-режущим ударом крупных сосудов конечностей - один из наиболее простых способов закончить бой, но надо учитывать, что повреждение лучевой, локтевой или бедренной артерий ведёт к потере сознания через 30 - 40 секунд и к смерти от потери крови в течение 2-х минут. То есть степень воздействия должна соотноситься с реальностью угрозы; если мы не ставим целью убийство, оптимальными целями будут внешняя и боковые стороны лучезапястных и локтевых суставов и кисти рук (для рубящих ударов), лицо и в первую очередь глаза (весьма эффективны быстрые секущие воздействия), мышцы бедер и предплечий (для колющих и рубяще-режущих ударов).
В ножевом бою особое внимание следует уделять подрезам атакующих конечностей противника, т.е. тех частей его тела, которые находятся ближе всего и, соответственно, наиболее доступны для атак. В бою с вооруженным противником ножом блокируется не оружие, а держащие его руки, что позволяет, нейтрализуя атаку, одновременно травмировать нападающего. При обратном хвате ножа удобнее блокировать удары преграждающими или отводящими защитами "усиленным" ножом предплечьем, травмируя конечности нападающего; работать в ближнем бою секущими ударами, хорошо "накладывающимися" на технику ударов локтями; захватывать конечности противника между лезвием и предплечьем и т.д.
Не нужно слишком "вкладываться" в движения, следуя принципу "разумной достаточности" - острота клинка позволяет наносить тяжелые ранения без значительного усилия, решающее значение имеют скорость, точность и плотность движений. Проникающие колющие удары обычно завершают проворотом ножа в ране: во-первых, это дополнительно расширяет рану, во-вторых - облегчает извлечение ножа, что особенно важно бою с несколькими противниками.
Защита ножом может выполняться одним из 3-х способов: а) останавливающим блокированием, б) подрезанием (в сочетании с уклоном или уходом), когда нож как бы "ставится" на пути атакующей руки - но, в отличие от блокирования, не останавливает её, в) сопровождением атакующей конечности по ходу её движения. Невооружённая рука активно работает, блокируя, контролируя и захватывая конечности противника. Вообще, нанесение ударов лучше всего сочетать с захватами, позволяющими контролировать противника, выводя его в удобное для вашей атаки положение. При работе с ножом весьма эффективны удары ногами по нижнему уровню - от стопы до колена. Например, имитируя удар ногой в голень, можно спровоцировать опускание вооруженной руки для защиты и рубящим ударом атаковать открывшееся запястье. Также эффективны стопорящие удары в голень и колено, позволяющие приостановить атаку и дающие возможность перехватить инициативу. Заслуживают изучения наступания на стопу, мешающие противнику уйти от атаки, разрывая дистанцию. Также в ножевом бою важен навык перемещений в любом направлении, позволяющий не только избегать атак, но и мгновенно атаковать самому. Это особо касается умения быстро разрывать дистанцию и заходить к противнику сбоку, на мгновение, сближаясь на дистанцию удара, который при скоротечности ножевого боя может оказаться решающим. Например, скрестным шагом вы быстро смещаетесь вправо-вперёд, уходя с линии атаки противника и подрезая ведущую руку, затем наносите удар в шею.
Важный момент - ношение и извлечение ножа. Нож, используемый для самообороны, должен легко извлекаться и в то же время быть незаметным при ношении, для складных ножей важно и удобство раскрытия. Извлечение ножа необходимо тщательно тренировать, до достижения естественности. Ведь, сосредоточившись на извлечении оружия, вы невольно рассеиваете внимание, становясь более уязвимыми. Поэтому нож должен, извлекаться, как бы походя, не мешая другим действиям - и сразу же включаться в работу. В то же время надо помнить, что момент извлечения ножа противником обычно выгоден для атаки. При этом удобно блокировать руку до извлечения ножа - например, фиксировать запястье вынимаемой из кармана руки, прижимая его к туловищу противника и одновременно нанося удар другой рукой. С другой стороны, надо быть готовым к тому, что атаковать в момент извлечения ножа могут и вас. Поэтому необходимо тренировать извлечение оружия в комплексе с другими техническими элементами - защитами, ударами, передвижениями и т.д. Например, на внезапную атаку вы реагируете отшагом назад с защитой или встречным ударом, одновременно извлекая нож для контратаки.
Итак, можно выделить основные моменты, характерные для ножевого боя:
- скорость и точность движений важнее их силы, т.к. острота клинка позволяет наносить тяжелые ранения без значительного усилия;
- действия с ножом и без него должны укладываться в единую схему, т.е. техника работы ножом "накладывается" на технику "пустых рук";
- простота техники, то есть избегание сложных перехватов, проворотов ножа в пальцах, недостаточно отработанных элементов и т.д. В реальном ножевом бою не стоит экспериментировать, лучше использовать небольшое количество действительно надёжных, "поставленных" техник;
- умение контролировать и "связывать" действия противника, своевременно перенаправлять его движения. Имеется в виду навык изменения направления движений противника в защите и "огибания" препятствий (например, блоков) непрерывным движением с возможным одновременным подрезом в атаке;
- умение легко перемещаться в различных направлениях, в т.ч. заходить за спину противнику. Необходимо помнить, что первоочередная функция ног - перемещения, и только потом - удары и защиты;
- умение работать и правой, и левой руками - во-первых, возможно ранение ведущей руки, во-вторых, в ряде ситуаций (например, вы завладели ножом противника или подобрали выбитое оружие) нож может оказаться в слабейшей руке.
По материалам Александра Камышова
Источник: https://www.jeetkunedo.ru
12
О заточке ножей / О заточке булата и стали
« : 16. 10. 2013, 23:42:21 »
Каждый профессионал, имеющий дело с режущим инструментом, будь то мясник, плотник, токарь или ювелир, при заточке всегда соблюдает закон: угол заточки зависит от материала, который будут резать. Материал, из которого сделан резец, никакого отношения к этому углу не имеет, просто два резца из разных металлов будут отличаться износоустойчивостью при одном и том же угле заточки и том же обрабатываемом материале.
Все углы заточки определены еще в XIX веке. Волосы мы будем брить с углом заточки 8º-12º, независимо от марки бритвы: «Sollingen», или «Tpyд Baчa». Кожу резать – угол 15º-18º, сделан ли наш косяк из пилы Р9, или откован из рессоры, неважно. Ювелир, для обработки стали, свой штихель заточит под угол 85º-90º, будь то «Fish» made in Swiss, или самоделка с Дмитровского рынка. Я начал с этой прописной азбучной истины, потому, что у дилетантов, видящих нож второй раз в жизни, мнение совершенно противоположное: все зависит только от материала, из которого этот нож сделан. Ну, а поскольку незнание законов ответственности не снимает, то в результате – разочарования и обиды на всю оставшуюся жизнь. Я с этим сталкиваюсь ежедневно, поэтому опишу два типичных случая махрового невежества.
Случай первый. Короткое предисловие: стамески для резьбы по дереву имеют твердость 52 ед.-59 ед. HRC, угол заточки 23º-30º. Угол заточки зависит опять же от породы дерева: маленький – для мягких пород (липа, тополь, осина), большой – для твердых (дуб, самшит и несть им числа). Идеально закаленная сталь при угле заточки меньше 18º начинает заворачиваться (загибаться), если сталь крошится – это брак. Стамеска обязательно имеет «плечо», т.е. фаску, которая обуславливает определенный радиус резьбы: заход в массив дерева и выход из него. Если нужно увеличить этот радиус, то меняют толщину стамески, но не угол заточки.
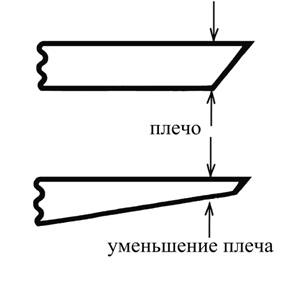
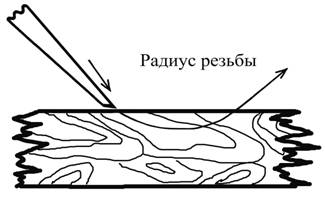
Это было предисловие. А теперь типичный случай. Покупают набор стамесок и возвращают с претензией: стамески не режут и гнутся. Смотрю: все резцы переточены, плеча нет, угол заточки 5º-8º т.е вид у стамески такой:

Резать она не может принципиально, т.к. не имеет плеча, а отсюда и радиуса поворота – идет по прямой. Никакие объяснения не принимаются, поскольку невежество агрессивно и всегда считает себя правым.
Случай второй. Претензии к булатному ножу: стекло не режет, а гвоздь не рубит. Причина та же: нож переточен – кромка 0,1 мм, угол заточки 20º. Такой нож, из чего бы ни был сделан, может резать только кожу. Объясняю на примере зубила. Делают его из стали У7-У8, угол заточки 45º-60º, ширина плеч 10-12 мм, твердость 52-58 ед.HRC. При этих параметрах зубило рубит железо не тупясь (пока не столкнется с закаленной сталью). Главное здесь – ширина плеч.
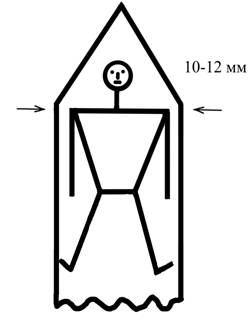
Не обязательно изучать сопромат, чтобы понять, что давление перераспределяется равномерно на всю площадь, металл испытывает небольшую нагрузку на 1м м² и не деформируется. Возьмите это же зубило, сточите до толщины 0,1 мм и попробуйте рубить гвозди – гвоздь будет вминаться на весь свой диаметр, значит, если вы хотите, чтобы нож перерубал гвоздь, то заточите его 45º -60º, и создайте толщину кромки 1-2 мм. Тогда он будет рубить гвозди, независимо из чего этот нож сделан: из стали У8, Х12ФМ, или булата, здесь я опровергаю устойчивое мнение: «и раз это булат, то он должен…»
Булат никому и ничего не должен, это сталь, которая подчиняется всем законам металловедения, ну и как он будет рубить гвозди при маленьком угле заточки и узких плечах?! Преимущество булата перед сталью в том, что при угле заточки в 60º — он бреет. Я в своей практике чуть не отрезал первую фалангу на указательном пальце, проведя по обуху с углом в 90º. Режут торчащие во все стороны карбиды. Размеры у них вполне ощутимые: это веретено, толщиной 3-5 µ и длиной 10-15µ. Отсюда вывод: при желании булатное лезвие можно легко загубить заточкой: нужно создать узкие плечи, маленький угол, обработать мягкими водяными камнями, потом протянуть кромку вдоль медного прутка или бруска твердого дерева и вырвать все карбиды. На кромке образуется полоса блестящей, полированной матрицы с твердостью 45 ед. После этого можно смело соревноваться с ножом, сделанным из алюминиевой ложки – булат проиграет. Соблюдать определенные законы заточки стали и булата не сложнее, чем бензин заливать в бензиновый двигатель, а солярку – в дизель. Хотя можно встать в позу, как суровый сибирский мужик, который затолкал рельс в пилораму, а потом качал укоризненно головой и приговаривал: «Ну, что ж ты подвела – заграничная штучка!».
Булат легко точится мягким камнем, придорожным песчаником, или голенищем валенка, удлинение времени заточки не дает ничего, кромка не становится острее – она просто стачивается. При таком способе заточки у булата стачивается матрица, начинают торчать карбиды и он режет.
Заточка алмазными брусками, или камнями Arkansas более долгая, приходится точить карбиды, твердость которых 70-80 ед. HRC, но эта заточка более долгоиграющая, может хватить на три сезона.
Рабочая кромка булата может иметь две поверхности:
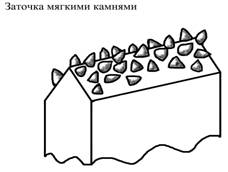

Поэтому, если вы хотите получить максимум рабочих свойств булатного клинка – придется попотеть. Угол заточки: 30º-45º, ширина плеч (толщина кромки) 0,5 мм-1мм, заточка – твердыми камнями.
Получится универсальное лезвие – и рубит, и режет.
Если брать идеальное лезвие из булата и стали, то различие небольшое. Сталь может рубить и резать дольше булата, а булат легче точится и легче режет. У булата твердость матрицы 23-45 ед. HRC, твердость карбидов 70-90 ед., но его легко заточить даже надфилем. У стали линейная зависимость, чем тверже, тем лучше режет. Поэтому хороша сталь с твердостью 61-64 ед.HRC. Но эта сталь с трудом точится в полевых условиях. В общем – то, вывод стандартный – прошла тысяча лет и преимущества булата над бронзой так и остались высокие, но по сравнению с современной сталью нивелируются.
Виктор Кузнецов https://kuznec.com/zat_bul_stal.html
Все углы заточки определены еще в XIX веке. Волосы мы будем брить с углом заточки 8º-12º, независимо от марки бритвы: «Sollingen», или «Tpyд Baчa». Кожу резать – угол 15º-18º, сделан ли наш косяк из пилы Р9, или откован из рессоры, неважно. Ювелир, для обработки стали, свой штихель заточит под угол 85º-90º, будь то «Fish» made in Swiss, или самоделка с Дмитровского рынка. Я начал с этой прописной азбучной истины, потому, что у дилетантов, видящих нож второй раз в жизни, мнение совершенно противоположное: все зависит только от материала, из которого этот нож сделан. Ну, а поскольку незнание законов ответственности не снимает, то в результате – разочарования и обиды на всю оставшуюся жизнь. Я с этим сталкиваюсь ежедневно, поэтому опишу два типичных случая махрового невежества.
Случай первый. Короткое предисловие: стамески для резьбы по дереву имеют твердость 52 ед.-59 ед. HRC, угол заточки 23º-30º. Угол заточки зависит опять же от породы дерева: маленький – для мягких пород (липа, тополь, осина), большой – для твердых (дуб, самшит и несть им числа). Идеально закаленная сталь при угле заточки меньше 18º начинает заворачиваться (загибаться), если сталь крошится – это брак. Стамеска обязательно имеет «плечо», т.е. фаску, которая обуславливает определенный радиус резьбы: заход в массив дерева и выход из него. Если нужно увеличить этот радиус, то меняют толщину стамески, но не угол заточки.
Это было предисловие. А теперь типичный случай. Покупают набор стамесок и возвращают с претензией: стамески не режут и гнутся. Смотрю: все резцы переточены, плеча нет, угол заточки 5º-8º т.е вид у стамески такой:
Резать она не может принципиально, т.к. не имеет плеча, а отсюда и радиуса поворота – идет по прямой. Никакие объяснения не принимаются, поскольку невежество агрессивно и всегда считает себя правым.
Случай второй. Претензии к булатному ножу: стекло не режет, а гвоздь не рубит. Причина та же: нож переточен – кромка 0,1 мм, угол заточки 20º. Такой нож, из чего бы ни был сделан, может резать только кожу. Объясняю на примере зубила. Делают его из стали У7-У8, угол заточки 45º-60º, ширина плеч 10-12 мм, твердость 52-58 ед.HRC. При этих параметрах зубило рубит железо не тупясь (пока не столкнется с закаленной сталью). Главное здесь – ширина плеч.
Не обязательно изучать сопромат, чтобы понять, что давление перераспределяется равномерно на всю площадь, металл испытывает небольшую нагрузку на 1м м² и не деформируется. Возьмите это же зубило, сточите до толщины 0,1 мм и попробуйте рубить гвозди – гвоздь будет вминаться на весь свой диаметр, значит, если вы хотите, чтобы нож перерубал гвоздь, то заточите его 45º -60º, и создайте толщину кромки 1-2 мм. Тогда он будет рубить гвозди, независимо из чего этот нож сделан: из стали У8, Х12ФМ, или булата, здесь я опровергаю устойчивое мнение: «и раз это булат, то он должен…»
Булат никому и ничего не должен, это сталь, которая подчиняется всем законам металловедения, ну и как он будет рубить гвозди при маленьком угле заточки и узких плечах?! Преимущество булата перед сталью в том, что при угле заточки в 60º — он бреет. Я в своей практике чуть не отрезал первую фалангу на указательном пальце, проведя по обуху с углом в 90º. Режут торчащие во все стороны карбиды. Размеры у них вполне ощутимые: это веретено, толщиной 3-5 µ и длиной 10-15µ. Отсюда вывод: при желании булатное лезвие можно легко загубить заточкой: нужно создать узкие плечи, маленький угол, обработать мягкими водяными камнями, потом протянуть кромку вдоль медного прутка или бруска твердого дерева и вырвать все карбиды. На кромке образуется полоса блестящей, полированной матрицы с твердостью 45 ед. После этого можно смело соревноваться с ножом, сделанным из алюминиевой ложки – булат проиграет. Соблюдать определенные законы заточки стали и булата не сложнее, чем бензин заливать в бензиновый двигатель, а солярку – в дизель. Хотя можно встать в позу, как суровый сибирский мужик, который затолкал рельс в пилораму, а потом качал укоризненно головой и приговаривал: «Ну, что ж ты подвела – заграничная штучка!».
Булат легко точится мягким камнем, придорожным песчаником, или голенищем валенка, удлинение времени заточки не дает ничего, кромка не становится острее – она просто стачивается. При таком способе заточки у булата стачивается матрица, начинают торчать карбиды и он режет.
Заточка алмазными брусками, или камнями Arkansas более долгая, приходится точить карбиды, твердость которых 70-80 ед. HRC, но эта заточка более долгоиграющая, может хватить на три сезона.
Рабочая кромка булата может иметь две поверхности:
Поэтому, если вы хотите получить максимум рабочих свойств булатного клинка – придется попотеть. Угол заточки: 30º-45º, ширина плеч (толщина кромки) 0,5 мм-1мм, заточка – твердыми камнями.
Получится универсальное лезвие – и рубит, и режет.
Если брать идеальное лезвие из булата и стали, то различие небольшое. Сталь может рубить и резать дольше булата, а булат легче точится и легче режет. У булата твердость матрицы 23-45 ед. HRC, твердость карбидов 70-90 ед., но его легко заточить даже надфилем. У стали линейная зависимость, чем тверже, тем лучше режет. Поэтому хороша сталь с твердостью 61-64 ед.HRC. Но эта сталь с трудом точится в полевых условиях. В общем – то, вывод стандартный – прошла тысяча лет и преимущества булата над бронзой так и остались высокие, но по сравнению с современной сталью нивелируются.
Виктор Кузнецов https://kuznec.com/zat_bul_stal.html
13
О заточке ножей / Замечания о режущем инструменте
« : 16. 10. 2013, 23:36:21 »
Несколько попутных замечаний о режущем инструменте, просто из личного опыта. Чем мягче материал с которым вы будете работать, тем мягче надо брать сталь для ножа. Так, для кожи лучше нож из незакаленной косы, чем нож, сделанный из полотна ножовки по металлу. Зависимость проста: чем выше закалка и тверже металл, тем больший угол заточки ему надо делать. При меньшем угле лезвие тупится оттого, что выкрашивается. Так "победит" при твердости 76 HRS нельзя заточить острее 60°, сталь твердостью 60 HRS — острее 45° и т.д. А из косы вы сделаете тонкий нож-стяжку от 8° до 12° и кромку от 15° до 18°, и нож будет резать легко и долго. Так же подбирайте сталь для своих резцов. Если работаете только с липой, то не обязательно гоняться за сверхтвердыми резцами. Важнее подобрать наименьший угол заточки, когда режет очень легко, но не заворачивается кромка.
К сожалению, нет способа определения качества резца сразу при покупке. Так проверка на твердость надфилем не дает ничего. Очень твердый резец может при работе крошиться. Из двух одинаковых по твердости резцов один будет быстрее тупиться, другой медленнее. Спрашивать марку стали просто смешно. Во-первых, ни одна фирма не сообщает марку стали, из которой сделан резец. Во-вторых, даже если марка известна, то это тоже ни о чем не говорит, т.к. технология производства гораздо важнее, чем исходное сырье. Т.е., если один кусок металла разрубить на три части и дать трем кузнецам, то в результате мы получим три совершенно разных по качеству инструмента.
Даже если вы прямо у прилавка пробуете резать стамеской дерево, то вы тоже ничего не узнаете. Ведь в первую очередь вы испытываете качество заточки, а не самой стали. К примеру, две стамески сделаны из хорошей стали и технологически правильно, но заточены не совсем хорошо: одна туповата, а у второй очень маленький угол заточки, и прямо на глазах лезвие завернулось. Вы обе стамески забракуете и возьмете третью, которая режет в данную минуту хорошо, но она вас подведет завтра. Поэтому выбор инструмента - это в первую очередь выбор фирмы, или мастера, которому вы доверяете. Ну а поскольку брак все равно будет попадаться, ведь ошибки неизбежны, то, по крайней мере, можно обменять брак на качественный инструмент.
При затачивании резца на электроточиле пользуйтесь, в основном, стандартными белыми кругами марки ЭБК (24 -40). Они легко выкрашиваются и не пережигают кромку. Лучше, если электроточило имеет около 1.500 об/мин. Высокооборотные гораздо быстрее сжигают резец, так быстро, что вы не успеваете среагировать. А правильная реакция состоит в том, что при малейшем перегреве окунуть резец в воду. Если даже 3 - 4 раза довести кромку до фиолетового цвета побежалости и мгновенно охладить, то потери твердости не происходит. Конечно, на такие крайности идти намеренно не стоит, поэтому пальцами при заточке держитесь за металл, а не за ручку, чтобы чувствовать нагрев. После выведения фаски и получения заусенца переходите на ручную работу. Очень важно не усердствовать и не торопиться, не пытаться наточить сильным давлением на резец. В этом случае на электроточиле вы сожжете резец, а работая вручную — загубите оселок, проточив на нем яму. Т.е. добиваться результата надо за определенное время, без форсажа. Простую полукруглую стамеску можно наточить на электроточиле, меняя круги и доводя кромку на алмазной чашке на финише. Хотелось бы только предостеречь от использования «резинового" круга (вулканит + алмазная пыль). Трение на этом круге велико и резцы перегреваются мгновенно.
Вот, пожалуй, и все. Удачной заточки и работы.
К сожалению, нет способа определения качества резца сразу при покупке. Так проверка на твердость надфилем не дает ничего. Очень твердый резец может при работе крошиться. Из двух одинаковых по твердости резцов один будет быстрее тупиться, другой медленнее. Спрашивать марку стали просто смешно. Во-первых, ни одна фирма не сообщает марку стали, из которой сделан резец. Во-вторых, даже если марка известна, то это тоже ни о чем не говорит, т.к. технология производства гораздо важнее, чем исходное сырье. Т.е., если один кусок металла разрубить на три части и дать трем кузнецам, то в результате мы получим три совершенно разных по качеству инструмента.
Даже если вы прямо у прилавка пробуете резать стамеской дерево, то вы тоже ничего не узнаете. Ведь в первую очередь вы испытываете качество заточки, а не самой стали. К примеру, две стамески сделаны из хорошей стали и технологически правильно, но заточены не совсем хорошо: одна туповата, а у второй очень маленький угол заточки, и прямо на глазах лезвие завернулось. Вы обе стамески забракуете и возьмете третью, которая режет в данную минуту хорошо, но она вас подведет завтра. Поэтому выбор инструмента - это в первую очередь выбор фирмы, или мастера, которому вы доверяете. Ну а поскольку брак все равно будет попадаться, ведь ошибки неизбежны, то, по крайней мере, можно обменять брак на качественный инструмент.
При затачивании резца на электроточиле пользуйтесь, в основном, стандартными белыми кругами марки ЭБК (24 -40). Они легко выкрашиваются и не пережигают кромку. Лучше, если электроточило имеет около 1.500 об/мин. Высокооборотные гораздо быстрее сжигают резец, так быстро, что вы не успеваете среагировать. А правильная реакция состоит в том, что при малейшем перегреве окунуть резец в воду. Если даже 3 - 4 раза довести кромку до фиолетового цвета побежалости и мгновенно охладить, то потери твердости не происходит. Конечно, на такие крайности идти намеренно не стоит, поэтому пальцами при заточке держитесь за металл, а не за ручку, чтобы чувствовать нагрев. После выведения фаски и получения заусенца переходите на ручную работу. Очень важно не усердствовать и не торопиться, не пытаться наточить сильным давлением на резец. В этом случае на электроточиле вы сожжете резец, а работая вручную — загубите оселок, проточив на нем яму. Т.е. добиваться результата надо за определенное время, без форсажа. Простую полукруглую стамеску можно наточить на электроточиле, меняя круги и доводя кромку на алмазной чашке на финише. Хотелось бы только предостеречь от использования «резинового" круга (вулканит + алмазная пыль). Трение на этом круге велико и резцы перегреваются мгновенно.
Вот, пожалуй, и все. Удачной заточки и работы.
14
О заточке ножей / Заточка криволинейной поверхности
« : 16. 10. 2013, 23:34:52 »
Заточка криволинейной поверхности (как у полукруглых стамесок) ничем принципиально не отличается от заточки простого прямого ножа.
Правда, тут потребуются такие же криволинейные оселки, так как прямым оселком цилиндрическую поверхность заточить трудно. Ведь понятно, что, имея набор инструментов и ключей для ремонта легковой машины, вы с этим набором не станете чинить трактор "Кировец-700". Но вернемся к криволинейным стамескам.
К примеру, вы хотите заточить четыре полукруглых стамески диаметрами 8; 10; 12; 15 мм. В этом случае достаточно иметь один цилиндрический оселок диаметром 8 мм (рис. 4а), чтобы выводить внутренние поверхности всех четырех стамесок. Однако достать цилиндрический оселок не всегда удается. Тогда придется взять небольшой прямоугольный оселок, сточить его на клин, чтобы толщина его широкой части (основания) была равна 15 мм, а ширина узкой части (острия) 8 мм, и закруглить кромки этого клина (рис. 46). Можно закруглить и два оставшихся торца.
Для качественной и быстрой заточки необходимо иметь несколько оселков подобной формы с разной зернистостью. Для заточки внешней стороны резцов (тех же полукруглых стамесок) придется на бруске (на его обеих плоскостях) сформировать резцами (стамесками) канавки -по канавке на каждый резец (рис. 4в).

Оселки с криволинейными поверхностями:
а и б - для заточки внутренней поверхности резцов;
в - для заточки внешней поверхности резцов
Собственно, эти канавки появятся сами в процессе заточки. Важно только в одной канавке точить резцы одного и того же радиуса закругления. Итого получается, что на группу из четырех стамесок вам потребуются три оселка разной зернистости для внутренних (лицевых) сторон и три оселка с разной зернистостью для внешних сторон резцов. После снятия заусенца сланцем или другим оселком с такой же зернистостью фаску резца полируют пастой ГОИ на коже или с помощью войлочного круга.
Если идеально заточенный резец слегка затупился, его режущие свойства удается восстановить полировкой войлочным кругом, но если эту операцию повторить несколько раз, то острие закруглится и его вновь удастся заточить только оселками. Собственно говоря, весь набор оселков требуется только в двух случаях: или выкрошилось лезвие, то есть требуется торцевание и полная заточка, или вы купили совершенно не заточенный резец. А для постоянной правки резцов достаточно иметь несколько брусочков разной формы из сланца и кожи с пастой ГОИ.
Да, для удобства резания на толстом лезвии делают длинные фаски, то есть утончают его от обушка к кромке, стараясь сохранить и прочность лезвия. А вот саму кромку (после снятия заусенца) затачивают под углом не менее 23°.
Некоторые считают, что если фаска на лезвии с одной стороны, то и точить надо только одну эту сторону. Вовсе нет. Представьте себе, что вторая сторона (она-то как раз всегда лицевая) вся ржавая, в раковинах. Конечно, ее следует обработать дочиста оселком и отполировать на ремне с пастой ГОИ. Ведь именно лицевая сторона формирует стружку и на ней возникает максимальное трение при резке. Мысленно представьте, как идет стружка по ножу рубанка, и все станет понятно.
Если вы купили полукруглую стамеску, и она никогда не точилась, то при заточке важна технология, т.е. последовательность операций.
Первое: выводится лицевая сторона (внутренняя). Лучший способ: шарошкой нужного диаметра. Если такой нет, то можно подобрать карандаш, обернуть наждачной бумагой, сначала грубой, потом мельче зерном, окончательно отполировать кожей с пастой ГОИ. Надо иметь кусочки кожи разных размеров и форм.
Второе: торцевание стамески. Если на лицевой стороне есть раковинка близко к лезвию, то лучше укоротить на 1-2 мм. Края слегка закругляются, или затачивается полукруглое лезвие (если стамеска для кудринской резьбы).
Третье: заточить внешнюю сторону под углом 12-—30° до появления заусенца по всему лезвию.
Четвертое: сточить заусенец под углом 25-30°.
Для полукруглых стамесок совершенно неважно, какой формы внешняя сторона. Т. е. полукруглый желобок может быть проточен в бруске квадратного сечения или треугольного, все равно после заточки след от стамески будет соответствовать лицевой поверхности. А вот для гейсмуса (стамески-уголка) очень важна форма внешней стороны, и ее надо выводить очень тщательно, поскольку внешняя сторона гейсмуса формирует канавку. Поэтому вначале выводятся две широкие фаски, потом острее делается пятка, которой резец опирается на дно канавки. Особенно тщательно это делается в том случае, когда резец штамповался и нижняя внешняя сторона его закруглена. Потом затачивается режущая кромка под углом 23 - 30°, т.е. эта почти невидимая "алмазная" грань. Внешний вид гейсмуса будет таков (рис. 5).
Мысик образуется сам собой в том случае, если внутренняя форма геометрически неточна и имеет закругление или площадку. Если мысик попытаться сточить, то и след от резца будет соответствовать форме внутренней поверхности, а с мысиком резец делает канавку с острым дном.

Вернемся к заусенцу, который образуется на режущей кромке инструмента во время заточки. Оказывается, по виду заусенца можно судить о качестве закалки стали. Идеально, если заусенец выглядит как упругая нить и отлетает после 5...6 перегибаний во время заточки на всю длину. Если же он при заточке крошится кусочками, напоминающими хлопья, то металл, скорее всего, перекален и имеет крупнозернистую структуру. Если заусенец мягкий и перегибается бесконечно, не отпадая, то лезвие не-дозакалено.
https://kuznec.com/zatoch3.htm
Правда, тут потребуются такие же криволинейные оселки, так как прямым оселком цилиндрическую поверхность заточить трудно. Ведь понятно, что, имея набор инструментов и ключей для ремонта легковой машины, вы с этим набором не станете чинить трактор "Кировец-700". Но вернемся к криволинейным стамескам.
К примеру, вы хотите заточить четыре полукруглых стамески диаметрами 8; 10; 12; 15 мм. В этом случае достаточно иметь один цилиндрический оселок диаметром 8 мм (рис. 4а), чтобы выводить внутренние поверхности всех четырех стамесок. Однако достать цилиндрический оселок не всегда удается. Тогда придется взять небольшой прямоугольный оселок, сточить его на клин, чтобы толщина его широкой части (основания) была равна 15 мм, а ширина узкой части (острия) 8 мм, и закруглить кромки этого клина (рис. 46). Можно закруглить и два оставшихся торца.
Для качественной и быстрой заточки необходимо иметь несколько оселков подобной формы с разной зернистостью. Для заточки внешней стороны резцов (тех же полукруглых стамесок) придется на бруске (на его обеих плоскостях) сформировать резцами (стамесками) канавки -по канавке на каждый резец (рис. 4в).
Оселки с криволинейными поверхностями:
а и б - для заточки внутренней поверхности резцов;
в - для заточки внешней поверхности резцов
Собственно, эти канавки появятся сами в процессе заточки. Важно только в одной канавке точить резцы одного и того же радиуса закругления. Итого получается, что на группу из четырех стамесок вам потребуются три оселка разной зернистости для внутренних (лицевых) сторон и три оселка с разной зернистостью для внешних сторон резцов. После снятия заусенца сланцем или другим оселком с такой же зернистостью фаску резца полируют пастой ГОИ на коже или с помощью войлочного круга.
Если идеально заточенный резец слегка затупился, его режущие свойства удается восстановить полировкой войлочным кругом, но если эту операцию повторить несколько раз, то острие закруглится и его вновь удастся заточить только оселками. Собственно говоря, весь набор оселков требуется только в двух случаях: или выкрошилось лезвие, то есть требуется торцевание и полная заточка, или вы купили совершенно не заточенный резец. А для постоянной правки резцов достаточно иметь несколько брусочков разной формы из сланца и кожи с пастой ГОИ.
Да, для удобства резания на толстом лезвии делают длинные фаски, то есть утончают его от обушка к кромке, стараясь сохранить и прочность лезвия. А вот саму кромку (после снятия заусенца) затачивают под углом не менее 23°.
Некоторые считают, что если фаска на лезвии с одной стороны, то и точить надо только одну эту сторону. Вовсе нет. Представьте себе, что вторая сторона (она-то как раз всегда лицевая) вся ржавая, в раковинах. Конечно, ее следует обработать дочиста оселком и отполировать на ремне с пастой ГОИ. Ведь именно лицевая сторона формирует стружку и на ней возникает максимальное трение при резке. Мысленно представьте, как идет стружка по ножу рубанка, и все станет понятно.
Если вы купили полукруглую стамеску, и она никогда не точилась, то при заточке важна технология, т.е. последовательность операций.
Первое: выводится лицевая сторона (внутренняя). Лучший способ: шарошкой нужного диаметра. Если такой нет, то можно подобрать карандаш, обернуть наждачной бумагой, сначала грубой, потом мельче зерном, окончательно отполировать кожей с пастой ГОИ. Надо иметь кусочки кожи разных размеров и форм.
Второе: торцевание стамески. Если на лицевой стороне есть раковинка близко к лезвию, то лучше укоротить на 1-2 мм. Края слегка закругляются, или затачивается полукруглое лезвие (если стамеска для кудринской резьбы).
Третье: заточить внешнюю сторону под углом 12-—30° до появления заусенца по всему лезвию.
Четвертое: сточить заусенец под углом 25-30°.
Для полукруглых стамесок совершенно неважно, какой формы внешняя сторона. Т. е. полукруглый желобок может быть проточен в бруске квадратного сечения или треугольного, все равно после заточки след от стамески будет соответствовать лицевой поверхности. А вот для гейсмуса (стамески-уголка) очень важна форма внешней стороны, и ее надо выводить очень тщательно, поскольку внешняя сторона гейсмуса формирует канавку. Поэтому вначале выводятся две широкие фаски, потом острее делается пятка, которой резец опирается на дно канавки. Особенно тщательно это делается в том случае, когда резец штамповался и нижняя внешняя сторона его закруглена. Потом затачивается режущая кромка под углом 23 - 30°, т.е. эта почти невидимая "алмазная" грань. Внешний вид гейсмуса будет таков (рис. 5).
Мысик образуется сам собой в том случае, если внутренняя форма геометрически неточна и имеет закругление или площадку. Если мысик попытаться сточить, то и след от резца будет соответствовать форме внутренней поверхности, а с мысиком резец делает канавку с острым дном.
Вернемся к заусенцу, который образуется на режущей кромке инструмента во время заточки. Оказывается, по виду заусенца можно судить о качестве закалки стали. Идеально, если заусенец выглядит как упругая нить и отлетает после 5...6 перегибаний во время заточки на всю длину. Если же он при заточке крошится кусочками, напоминающими хлопья, то металл, скорее всего, перекален и имеет крупнозернистую структуру. Если заусенец мягкий и перегибается бесконечно, не отпадая, то лезвие не-дозакалено.
https://kuznec.com/zatoch3.htm
15
О заточке ножей / Практические советы по заточке ножей
« : 16. 10. 2013, 23:29:56 »
Как известно, универсальных ножей не существует, поэтому в любой кухне их всегда несколько. И угол заточки каждого ножа зависит от назначения последнего. Если кухонным ножом собираются резать сыр, хлеб, колбасу, а рабочим достаточно мягкие материалы (кожу, бумагу, древесину липы), углы заточки таких ножей минимальные. Если ножом предполагают разделывать мясо, мороженую рыбу, или же нож предназначен для резьбы по дубу, то углы заточки здесь будут больше (30...45°). Обеспечить тот или иной угол заточки лезвия ножа или другого инструмента без соответствующего навыка трудно. Поэтому, пока нет опыта, лучше пользоваться простым приспособлением для формирования нужного угла кромки. Возьмите деревянный брусок и сделайте из него клин, длина которого в 2,5 раза больше высоты (рис.2).

Приспособление (деревянный клин) для заточки режущей кромки
Установите этот клин на брусок, сверху положите нож, у которого вы собираетесь снять заусенец, двигайте по бруску клин с прижатым к нему ножом лезвием вперед. Такое приспособление автоматически обеспечит правильный угол снятия заусенца. При этом у лезвия с широкой фаской угол заточки режущей кромки получится равным 25...30, а у мощного, толстого лезвия с узкой фаской — 30...45° (рис.3).

Углы заточки режущей кромки в зависимости от формы сечения лезвия ножа.
Приспособление (деревянный клин) для заточки режущей кромки
Установите этот клин на брусок, сверху положите нож, у которого вы собираетесь снять заусенец, двигайте по бруску клин с прижатым к нему ножом лезвием вперед. Такое приспособление автоматически обеспечит правильный угол снятия заусенца. При этом у лезвия с широкой фаской угол заточки режущей кромки получится равным 25...30, а у мощного, толстого лезвия с узкой фаской — 30...45° (рис.3).
Углы заточки режущей кромки в зависимости от формы сечения лезвия ножа.
Страницы: [1] 2