Охлаждающие среды при закалке клинка.
Относительно охлаждающих сред рецепт таков: все углеродистые стали калят в воде, а легированные – в масле.
Вода стремительно отбирает тепло, поэтому скорость охлаждения в ней высока. Масло действует мягче и постепенней. В принципе, высокоуглеродистую сталь можно закалить и в масле, а низколегированную – в воде, но результат будет средним. Чаще всего такие попытки приводят к недокалу первой и растрескиванию второй.
Возможно также, регулировать скорость охлаждения посредством различных добавок. Уксус и поваренная соль ее увеличивают, а растворы мыла и прочие эмульсии – снижают. Соответственно, жидкое трансформаторное масло или машинное масло охлаждают заготовку интенсивнее, нежели более густые сорта.
Следует иметь в виду, что только жидкость создает условия для равномерного и форсированного охлаждения клинка. Попытки засунуть раскаленную железку, например, в сугроб, обречены на провал – мгновенно возникшая паровая подушка надежно изолирует металл, и он довольно медленно остынет, не приняв закалку. Вместе с тем отдельные марки высоколегированных сталей успешно калят, охлаждая детали в струе воздуха, но предварительно нагрев до 1050-1100 С.
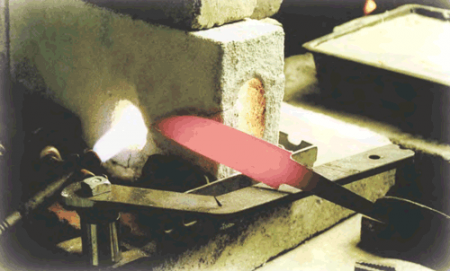
Очень важным является способ погружения клинка в закалочную среду. Прямые обоюдоострые клинки опускают в жидкость строго вертикально, отвесно, а ножеподобные (независимо от кривизны и длины) – наклонно, острием вниз и вперед, лезвием книзу. При этом первым соприкоснувшееся с жидкостью лезвие мгновенно охлаждается и приобретает высокую твердость, а само тело клинка (особенно спинка) остается более пластичным.
Крайне важно соблюдать вертикальность плоскости клинка, так как малейший завал вбок приведет к неминуемому искривлению.
Само по себе погружающее движение должно быть решительным, быстрым и плавным, без робости и судорог.